
Electrozi de wolfram
Ori de câte ori sunt create cusături de sudură fin lucrate, sunt sudate materiale de înaltă calitate și trebuie create îmbinări sudate cu precizie, este necesară sudarea WIG - și electrozi de wolfram buni. În cazul sudării WIG, pe lângă pistolet, sursa de curent și gazul de protecție, electrodul de wolfram nefuzibil și rezistent la temperatură este un factor esențial pentru rezultate optime.
Gama de electrozi de sudare WIG este foarte largă. Cel mai probabil, atunci când vine vorba de alegerea electrodului WIG potrivit pentru propria sarcină de sudare, vă veți confrunta cu codurile de culori ale electrozilor de wolfram. Tipurile individuale de electrozi sunt marcate cu culori diferite.

După cum sugerează și numele, principala componentă a electrozilor este wolframul. Cu excepția electrodului de sudare WIG verde din wolfram pur, toți ceilalți sunt fabricați cu aditivi oxidanți, cum ar fi oxidul de zirconiu, oxidul de lantan, oxidul de ceriu sau oxidul de toriu. Alții conțin aditivi oxidici cu pământuri rare. Veți găsi efectul și proprietățile acestora la rubrica »Electrozii de sudare WIG și codul lor de culori sau dopaj« de pe această pagină.
Următoarele sunt de luat în considerare atunci când alegeți un electrod de wolfram:
- Tipul electrodului de wolfram
- Diametrul electrodului
- Calitatea suprafeței lustruite şi rugozitatea acesteia
- Geometria vârfului electrodului
Toate informațiile dintr-o privire
- Electrozi pentru sudare WIG și codurile lor de culori sau dopaj - tipuri de electrozi de wolfram
- Calitatea ascuțirii și rugozitatea electrodului
- Geometria vârfului electrodului pentru sudare WIG
- Alegerea electrodului de wolfram potrivit
- Blog-uri despre sudarea WIG și electrozii de wolfram
- Videoclipuri
- Documentație
Electrozi pentru sudare WIG și codurile lor de culori sau dopaj - tipuri de electrozi de wolfram
E3® PRO
Electrodul de wolfram E3® PRO cu codul de culoare violet și auriu poate fi utilizat pentru toate procesele. Este o dezvoltare ulterioară a electrodului de succes E3® de la ABICOR BINZEL. Datorită compoziției sale speciale cu oxizi de pământuri rare și a unui proces de fabricație nou dezvoltat, structura sa este deosebit de fină și omogenă. Ca urmare, are proprietăți de amorsare și mai bune - în domeniul curenților mici, acestea sunt chiar semnificativ mai bune - și are o durată de viață mai lungă față de predecesorul său. Electrodul E3® PRO poate fi utilizat atât cu curent continuu, cât și cu curent alternativ, pentru sudare manuală, precum și în aplicații automate. În plus, E3® PRO este absolut non-toxic pentru oameni și mediu. Dacă doriți să fiți în siguranță atunci când sudați WIG, E3® PRO este un electrod de wolfram care poate fi utilizat pentru toate aplicațiile și materialele.
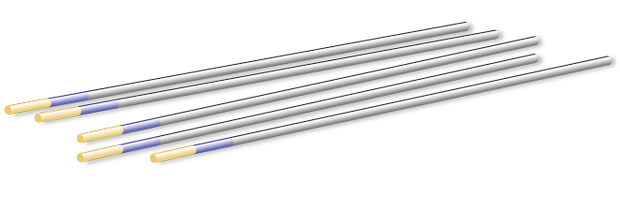
Cod culoare cu pământuri rare:
- Auriu-Violet = E3® PRO
E3®
Electrodul de wolfram E3® (violet) dezvoltat de ABICOR BINZEL cu oxizi de pământuri rare ca elemente dopante este potrivit atât pentru sudarea în curent continuu (DC), cât și pentru cea în curent alternativ (AC). Practic, orice metal poate fi sudat cu el. Prin urmare, datorită proprietăților sale excelente de amorsare, acesta este adesea utilizat și pentru procese automatizate. În timpul procesului de sudare, temperatura electrodului rămâne constant scăzută, ceea ce, la rândul ei, asigură o capacitate mai bună de transport a curentului și o durată de viață mai lungă în comparație cu electrozii thoriați. Aceștia din urmă pot fi utilizați numai în cazuri excepționale, din cauza efectelor lor extrem de nocive.
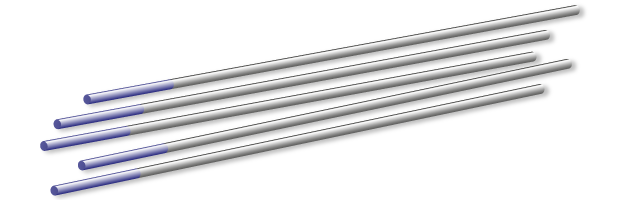
Cod culoare cu pământuri rare:
- Violet = E3®
WLa
Acest electrod de wolfram este utilizat în principal pentru sudarea oțelurilor nealiate și înalt aliate, aluminiului, titanului, cuprului și aliajelor de magneziu. Elementul său dopant, oxidul de lantan, îl face potrivit pentru sudarea în curent continuu, precum și în curent alternativ, la fel ca E3®. Electrodul pentru sudare WIG auriu este utilizat și în sudarea cu microplasmă.
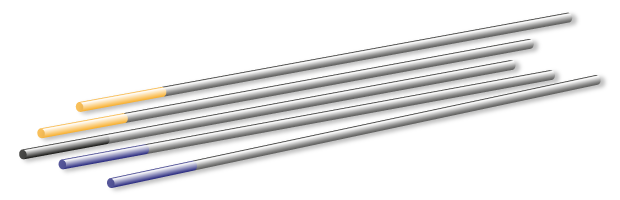
Cod culoare cu oxid de lantan:
- Negru = WLa 10 – cu 0,8 to 1,2 % oxid de lantan
- Auriu = WLa 15 – cu 1,3 to 1,7 % oxid de lantan
- Albastru = WLa 20 – cu 1,7 to 2,2 % oxid de lantan
WCe
Elementul dopant oxid de ceriu face ca acest electrod pentru sudare WIG să fie mai rezistent decât un electrod cu wolfram pur - dar mai puțin decât electrozii E3® și electrozii cu oxid de lantan. Acest tip de electrod de wolfram este utilizat în principal în gama de curent mediu și inferior pentru sudarea oțelurilor nealiate și înalt aliate, precum și a aliajelor de aluminiu, cupru, nichel, titan și magneziu. Aceștia pot fi utilizați atât pentru sudarea în curent alternativ, cât și pentru sudarea în curent continuu - totuși, mai puțin bine decât electrodul E3® de la ABICOR BINZEL.
Cod culoare cu oxid de ceriu:
- Gri = WCe 20 – cu 1,8 to 2,2 % oxid de ceriu
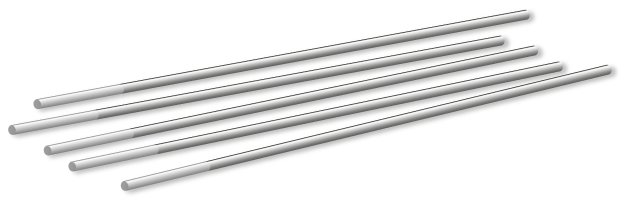
WP
Electrodul de wolfram, verde, nedopat a fost dezvoltat pentru sudarea în curent alternativ sinusoidal, în special pentru metale ușoare. Nu este potrivit pentru sudarea în curent continuu. Deoarece electrodul verde din wolfram pur împiedică formarea unei unde pătrate pure datorită inerției sale și a funcției de lucru ridicate, nu se recomandă utilizarea acestui electrod de sudare cu surse de curent invertor. Înlocuitorul ideal pentru electrodul verde de wolfram este E3®.
Cod culoare cu wolfram pur:
- Verde = W - fabricat din wolfram pur, fără nici o componentă de oxid
WZr
Cu elementul său dopant oxid de zirconiu, acest electrod de wolfram reduce riscul de contaminare a băii de metal topit. Acest electrod pentru sudare WIG este utilizat în principal pentru sudarea AC, deoarece nu este potrivit numai pentru sudarea DC într-o măsură limitată. La sudarea în curent alternativ, acest element de dopare asigură o cupolă foarte stabilă. Pe de altă parte, un electrod de wolfram cu zirconiu nu amorsează la fel de bine.
Cod culoare cu oxid de zirconiu:
- Alb = WZr 08 – cu 0,7 to 0,9 % oxid de zirconiu:
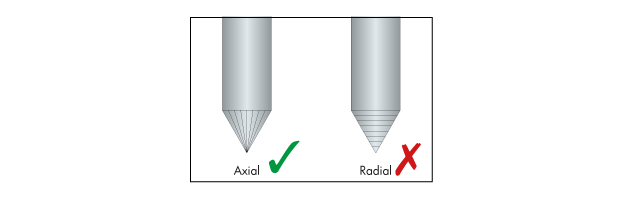
Calitatea ascuțirii și rugozitatea electrodului
Înainte ca un electrod de wolfram să poată fi utilizat, acesta trebuie ascuțit, deoarece, pe lângă calitatea ascuțirii, direcția de ascuțire afectează arcul. Important la ascuțirea electrodului: Direcția de ascuțire trebuie să fie longitudinală (axială) față de electrod! O conicitate în direcția transversală (radială) a electrodului pentru sudare WIG provoacă un arc foarte agitat, instabil. În plus, dacă este ascuțit incorect, cele mai mici particule de wolfram pot ajunge în baia de metal topit și o pot contamina. Un electrod de wolfram ascuțit axial are proprietăți bune de aprindere, un arc stabil și o emisie favorabilă de electroni.
Geometria vârfului electrodului pentru sudare WIG
Ambii electrozi ABICOR BINZEL pentru sudare WIG E3® și E3® PRO produc cel mai bun rezultat la sudare dacă sunt ascuțiți la un unghi de 60 de grade și utilizați în intervalul de curent prevăzut. Unghiurile mai ascuțite, de aproximativ 30 de grade, sunt mai potrivite pentru gama inferioară de curent. În acest caz, este mai bine să treceți la un electrod mai subțire.
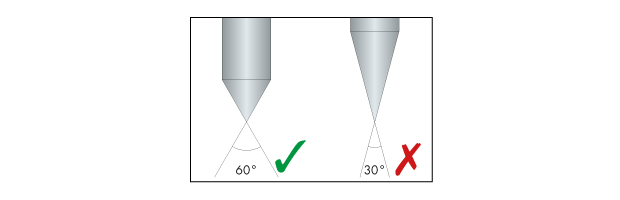
Cu un unghi de ascutire mai mare de 60 de grade, se poate obține o baie de metal topit mai îngustă, o capacitate mare de transport al curentului și o durată de viață mai lungă.
Alegerea electrodului de wolfram potrivit
Tabelul de mai jos prezintă cele mai comune tipuri de electrozi de wolfram, inclusiv caracteristicile și proprietățile acestora. Această prezentare generală vă va ajuta cu siguranță să găsiți electrodul pentru sudare WIG potrivit pentru propriul dvs. proces de sudare.
Ilustrația arată clar că E3®, precum și E3® PRO pot fi utilizate universal și au cele mai bune proprietăți în toate direcțiile:
| E3® PRO | E3® violet |
WLa 15 auriu |
WLa 20 albastru |
WCe 20 gri |
WP verde |
WZr 08 alb |
|
| auriu-violet | |||||||
| Curent continuu pol minus | +++ | +++ | ++ | +++ | + | – | – |
| Curent alternativ | +++ | +++ | + | + | + | + | ++ |
| Stabilitatea arcului | +++ | ++ | + | ++ | + | – | ++ |
| Amorsabilitate | +++++ | ++++ | ++ | +++ | + | – | + |
| Durata de viață | +++++ | ++++ | ++ | +++ | + | + | ++ |
| Sudabilitate oțeluri înalt aliate | ++++ | ++++ | +++ | +++ | +++ | – | – |
| Sudabilitate aluminiu | ++++ | ++++ | + | + | + | ++ | ++ |
Blog-uri despre sudarea WIG și electrozii de wolfram
Engleză
- Sfaturi practice pentru sudare: Electrozi de wolfram - Totul despre accesoriile de sudare electrozi pentru sudare WIG
- Noțiuni de bază BINZEL: Selectarea pistoletului WIG, configurarea consumabilelor, îngrijirea și întreținerea
- Cum să ascuțiți corect electrozii de wolfram și să faceți acest lucru în siguranță
-
Sfaturi practice pentru sudare: ascuțirea electrozilor de wolfram