
Érzékelő varratkövetéshez iST ARC
Minden hegesztési varrat precíziós hegesztéssé válik
A hegesztőrobotoknak és hegesztőgépeknek hatékonyan kell működniük. Minden hegesztési varratnak pontosnak kell lennie, hibás hegesztés nem megengedett. A megfelelő technológia segítségével minden kisebb eltérés kompenzálható a munkadarabon. Az intelligens hegesztőpisztoly-vezetés, mint az ABICOR BINZEL iST ARC (iSENSE TRACK ARC) varratkövető érzékelői, már elengedhetetlen eszközzé váltak.
Az iST ARC érzékelők könnyedén észlelik a munkadarab varratában az eltéréseket, már 0,1 mm-es minimális rés szélességnél, és valós időben módosítják az útvonalat. Használja ezt az érzékelőt a selejtarány és a javítási költségek csökkentésére az automatizált MIG/MAG hegesztés és TIG hegesztés során, valamint mindenféle fém, például rozsdamentes acél, rozsdamentes acél ötvözetek, alumínium és más fémszerkezetek esetén. Az érzékelő alkalmas különböző hegesztési folyamatokhoz, mint például ívhegesztés, lézerhegesztés és merülő ívhegesztés.

Minden információ egy pillantásra
iST ARC részletesen
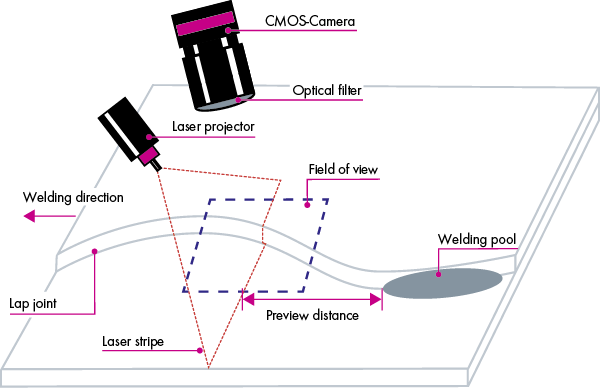
Az összes iST ARC varratkövető érzékelő a lézeres trianguláció elve alapján működik. Ez a következőképpen történik:
Az érzékelő feje egy lézervonalat vetít a munkadarabra. Az érzékelő kamerája ezután a lézervonalat figyeli. Az érzékelő algoritmusai elemzik a lézervonal helyzetét és alakját a kameraképen. Így mérhető a kötés helyzete és állapota. Az információt a robot vezérlője vagy a hegesztőgép fogadja, és szükség esetén korrigálja a hegesztést.
A kifinomult megoldások, mint az Automatikus Erősítés Szabályozás (AGC), a Grafikus Interaktív Operátori Eszköz (GIO) és az offline rögzítés, amelyek az alábbiakban kerülnek bemutatásra, jelentősen leegyszerűsítik a rendszer beállítását és működtetését. Az érzékelő üveglapjának karbantartásbarát kialakítása minimalizálja az állásidőt.
Képalkalmazás az érzékelő fejben
Az iST ARC varratkövető érzékelők teljes képalkalmazási rendszere az érzékelő fejbe van integrálva. Ez a megoldás eltünteti a szükségességet egy további folyamat számítógéphez, így helyet takarít meg a robot cellában. Előnye, hogy az iST ARC érzékelő fej és a robot közötti interfész és kommunikáció – az úgynevezett breakout board – könnyen integrálható a vezérlőszekrénybe. Az alacsonyabb súly pedig pozitív hatással van a szállítási térfogatára, és így a szállítási költségekre is.
Egy kábel az energiaellátáshoz és az adatátvitelhez
Az érzékelő fej energiaellátása és az érzékelő fej és a breakout board közötti adatkapcsolat egyetlen csatlakozó kábelen keresztül történik. Ez csökkenti a további interfészeket, és így csökkenti az automatizált alkalmazásaiban fellépő meghibásodások számát.
Könnyű kezelés a Grafikus Interaktív Kijelzővel (GIO)
Az iST ARC egyik érdekes és praktikus opciója az opcionális Grafikus Interaktív Kijelző (GIO). Ezzel a kompakt és robusztus egységgel az üzemeltető vagy karbantartó mérnök pontosan láthatja, hogy mit csinál a rendszer, és szükség esetén rögzítheti azt offline elemzéshez anélkül, hogy meg kellene állítani a cellát, és csatlakoztatnia kellene a laptopot.
A varratparaméterek automatikus beállítása
Az iST ARC varratkövető érzékelők Automatikus Nyereség Szabályozása (Automatic Gain Control) automatikusan állítja a kamera záridőjét, a lézer intenzitását és egyéb paramétereket. Például a lézer intenzitása automatikusan csökken, ha túlexponálás történik. Ez a funkció megkönnyíti a varratparaméterek beállítását, és segít elkerülni az aluloptimalizált paraméterezést.
Egyszerű karbantartás/javítás
Az iST ARC érzékelő fejének kialakítása lehetővé teszi a kényelmes karbantartást, például a fröcskölésgátló védelmi elem cseréjét anélkül, hogy a szenzort vissza kellene küldeni. Hiba esetén vegye fel a kapcsolatot az Ön helyi ABICOR BINZEL kapcsolattartójával, aki gyorsan és egyszerűen kicseréli a szenzort a helyszínen. A fecskendőcsatlakozó lap lehetővé teszi a szenzor fej egyszerű cseréjét szerszámok nélkül.



Offline optimalizálás szerviz kérdésekhez
Ha kérdése van arról, hogyan javíthatja az iST ARC érzékelő teljesítményét az Ön speciális alkalmazásában, használja a gyors és egyszerű offline optimalizálási lehetőséget. Ehhez küldje el a rögzített hegesztési varrat információt automatizált alkalmazásaiból közvetlenül nekünk e-mailben a seam-tracking@binzel-abicor.com címre. Mi ellenőrizzük az adatokat, optimalizáljuk őket, és visszaküldjük az optimalizált paraméterkészletet. Ezzel minimalizálhatók a hegesztési varrat követő érzékelő hosszú leállásai és a költséges helyszíni látogatások.
Az érzékelő típusok
Mindhárom érzékelő típus kiváló hegesztési varrat követési teljesítményt biztosít. Ha szükséges, az érzékelő szoftver képes információkat szolgáltatni a robot vezérlő számára a varrat jellemzőiről, mint például a felület, térfogat és szög, és lehetővé teszi a hegesztési paraméterek adaptív beállítását. Az iST ARC három verzióban kapható, különböző látómezővel és felbontásokkal:

Az iST ARC 15, 15 mm-es vízszintes látómezővel és magas felbontással, különösen keskeny rések varratkövetésére alkalmas, főként vékony lemez alkalmazásokban.

Az iST ARC 30, 30 mm-es vízszintes látómezőjével tökéletes megoldást kínál olyan alkalmazásokhoz, ahol a látómező és a felbontás fontos szempontok.

Az iST ARC 50, 50 mm-es vízszintes látómezővel, ideális a vastaglemez hegesztésére és több passzos hegesztési alkalmazásokhoz, nagy látómezőjének és a varratfelismerő algoritmusok rugalmasságának köszönhetően.
Mi történhet robothegesztés közben?
Mindenki ismeri a helyzetet: a komponensek hegesztés után történő ellenőrzésekor gyakran előfordul, hogy a hegesztési varratok el vannak csúszva, vagy rossz minőségűek. Az ok: nem megfelelően rögzített alkatrészek vagy helytelenül előkészített részek. Ezek a hibák nem korrigálhatóak a hegesztési folyamat során, mivel a robot a programozott útvonalat követi, így újrahegesztést vagy a legrosszabb esetben selejtet eredményezhet.
Varratvezető érzékelő alkalmazásával elkerülhetőek a selejt vagy a drága utómunka. Egy ilyen érzékelő emellett növeli a hegesztési varratok minőségét, mivel még a legkisebb eltéréseket is azonnal felismeri és valós időben korrigálja. Mivel az érzékelő biztosítja, hogy a hegesztési varrat megfelelően legyen elhelyezve, általában növelhető a hegesztési sebesség, anélkül hogy időt és anyagot vesztegetnénk túl nagy varratok készítésére.
Hogyan lehet megelőzni a hegesztési varrat hibáit
A legegyszerűbb megoldás az lenne, ha minden alkatrész pontosan előkészített lenne, az összes toleranciát figyelembe véve, és a rögzítő berendezések is nagy pontossággal készülnek. Azonban ez nem praktikus. Gépi vagy robotvezérelt hegesztés esetén a hegesztőpisztoly megfelelő pozicionálását varratkövető érzékelő segítségével biztosíthatjuk. Az érzékelő adatokat biztosít a hegesztőrobot számára a hegesztendő ív aktuális helyzetéről, és a hegesztés pontosan ott történik. A hegesztési folyamat közbeni hőtorzulásokat vagy az alkatrész előkészítéséből adódó eltéréseket kompenzálja. A hegesztési varrat mérete is mérhető, lehetővé téve a robotvezérlő számára a hegesztési folyamat alkalmazkodását..
Mely hegesztett íveket kell képesnek lennie a varratkövető rendszereknek követni?
Lemezhegesztésnél az optikai varratkövető rendszereknek képeseknek kell lenniük a különböző varrat típusok felismerésére és követésére – ahogy az alább is szerepel. Az iST ARC család érzékelői széles varratmintázat portfólióval rendelkeznek alapértelmezetten. A szoftver lehetővé teszi egyedi varratmintázatok hozzáadását is, ha szükséges. Ez tökéletes, mivel az alkalmazások általában nagyon specifikusak.