
ვოლფრამის ელექტროდები
ყოველთვის, როდესაც ლამაზად გამოყვანილი საშემდუღებლო ნაკერი კეთდება, დუღდება მაღალი ხარისხის მასალები და გვესაჭიროება ზუსტად შედუღებული მიერთებები, გამოყენებული უნდა იქნას ინერტული გაზის დამცავ გარემოში ვოლფრამის უდნობი ელექტროდით რკალური შედუღება (TIG) და კარგი ვოლფრამის ელექტროდები. ინერტული გაზის დამცავ გარემოში ვოლფრამის უდნობი ელექტროდით რკალური შედუღებისას (TIG), სანთურთან ერთად, დენის წყარო, დამცავი გაზი და უდნობი, ტემპერატურის მიმართ გამძლე ვოლფრამის ელექტროდი წარმოადგენს გადამწყვეტ ფაქტორს ოპტიმალური შედეგების უზრუნველსაყოფად.
TIG საშემდუღებლო ელექტროდების უამრავი ნაირსახეობა არსებობს. საბოლოოდ, როდესაც საქმე მიდგება თქვენი საშემდუღებლო ოპერაციისთვის TIG ელექტროდის სწორად შერჩევაზე, აღმოჩნდებით ვოლფრამის ელექტროდების ფერების კოდების პირისპირ. თითოეული ელექტროდის ტიპი აღინიშნება განსხვავებული ფერით.

როგორც სახელწოდებიდანაც ჩანს, ვოლფრამის ელექტროდის მთავარი კომპონენტია ვოლფრამი. მწვანე TIG საშემდუღებლო ელექტროდის გარდა, რომელიც დამზადებულია სუფთა ვოლფრამისგან, ყველა დანარჩენი მზადდება ოქსიდური დანამატებით როგორიც არის ცირკონიუმის ოქსიდი, ლანთანის ოქსიდი, ცერიუმის ოქსიდი ან თორიუმის ოქსიდი. ზოგიერთი შეიცავს ოქსიდურ დანამატებს იშვიათი ლითონებით. მათი მოქმედებისა და თავისებურებების შესახებ ინფორმაცია შეგიძლიათ მოიძიოთ ამ გვერდზე სათაურის ქვეშ: „TIG საშემდუღებლო ელექტროდები და მათი ფერებით კოდირება ანუ გამდიდრება“
ვოლფრამის ელექტროდის არჩევისას უნდა გაითვალისწინოთ შემდეგ ასპექტები:
- ვოლფრამის ელექტროდის ტიპი
- ელექტროდის დიამეტრი
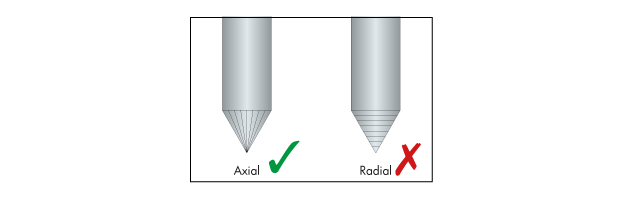
- ელექტროდის წამახვილება და სიმქისე
- TIG საშემდუღებლო ელექტროდის წვერის ფორმა
სრული ინფორმაცია ერთი თვალის გადავლებით
- TIG საშემდუღებლო ელექტროდები და მათი ფერებით კოდირება ანუ გამდიდრება - ვოლფრამის ელექტროდის ტიპები
- ელექტროდის წამახვილება და სიმქისე
- TIG საშემდუღებლო ელექტროდის წვერის ფორმა
- TIG ვოლფრამის ელექტროდის სწორად შერჩევა
- ბლოგები, TIG შედუღებისა და ვოლფრამის ელექტროდების შესახებ
- ვიდეო, ვოლფრამის ელექტროდების შესახებ
- დოკუმენტაცია
TIG საშემდუღებლო ელექტროდები და მათი ფერებით კოდირება ანუ გამდიდრება - ვოლფრამის ელექტროდის ტიპები
E3®
E3® (იისფერი) ტიპის ვოლფრამის ელექტროდი, რომელიც ABICOR BINZEL-ის მიერ შექმნილია იშვიათი ლითონების ოქსიდებით, როგორც გასამდიდრებელი ელემენტებით, გამოიყენება როგორც მუდმივი დენით (DC), ასევე ცვლადი დენით (AC) შედუღებისას. მისი მეშვეობით შესაძლებელია პრაქტიკულად ნებისმიერი ლითონის შედუღება. არაჩვეულებრივი ანთების ფუნქციის გათვალისწინებით, ის ხშირად გამოიყენება ავტომატიზებულ პროცესებში. შედუღების პროცესში ელექტროდის ტემპერატურა მუდმივად დაბალი რჩება, რაც თავის მხრივ, უზრუნველყოფს უკეთეს დენის გატარების შესაძლებლობას და უფრო დიდხანს ძლებს, ვიდრე თორიუმის შემცველი ელექტროდები. ეს უკანასკნელი შეიძლება გამოყენებული იქნას მხოლოდ გამონაკლის შემთხვევებში, მათი განსაკუთრებულად მავნე ზეგავლენის გათვალისწინებით.
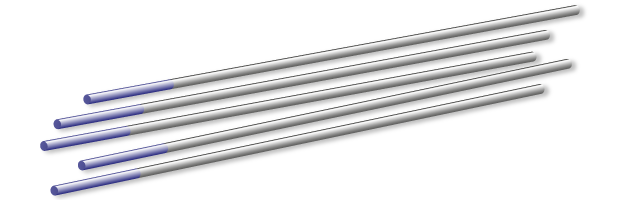
იშვიათი ლითონების ოქსიდების ფერების კოდები:
- იისფერი = E3®
WLa
ეს ვოლფრამის ელექტროდი ძირითადად გამოიყენება არალეგირებული და უხვად ლეგირებული ფოლადის, ალუმინის, ტიტანის, სპილენძისა და მაგნიუმის შენადნობების შესადუღებლად. მისი გასამდიდრებელი ელემენტი - ლანთანის ოქსიდი მის გამოყენებას შესაძლებელს ხდის როგორც მუდმივი, ასევე ცვლადი დენით შედუღებისას, ისევე, როგორც E3® ტიპის შემთხვევაში. ოქროსფერი TIG საშემდუღებლო ელექტროდი ასევე გამოიყენება მიკროპლაზმურ შედუღებაში.
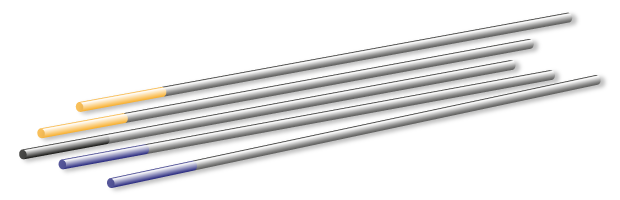
ფერის კოდირება ლანთანის ოქსიდით:
- შავი = WLa 10 – 0,8-დან 1,2 %-მდე ლანთანის ოქსიდი
- ოქროსფერი = WLa 15 –1,3-დან 1,7 %-მდე ლანთანის ოქსიდი
- ლურჯი = WLa 20 –1,7-დან 2,2 %-მდე ლანთანის ოქსიდი
WCe
გასამდიდრებელი ელემენტი - ცერიუმის ოქსიდი ამ TIG საშემდუღებლო ელექტროდს, სუფთა ვოლფრამის ელექტროდთან შედარებით უფრო გამძლეს ხდის, მაგრამ ნაკლებად გამძლეა E3® ტიპისა და ლანთანის ელეტროდებთან შედარებით. ამ ტიპის ვოლფრამის ელექტროდი ძირითადად გამოიყენება საშუალო და დაბალი დენით არალეგირებული და უხვად ლეგირებული ფოლადის, ასევე ალუმინის, სპილენძის, ნიკელი, ტიტანისა და მაგნიუმის შენადნობების შესადუღებლად. ისინი შეიძლება გამოყენებული იქნას როგორც ცვლადი დენით შედუღებისას, ასევე მუდმივი დენით შედუღებისას, თუმცა ABICOR BINZEL-ის E3® ელექტროდთან შედარებით ნაკლებად ეფექტურია.
ფერის კოდი ცერიუმის ოქსიდით:
- რუხი = WCe 20 –1,8-დან 2,2 %-მდე ცერიუმის ოქსიდი
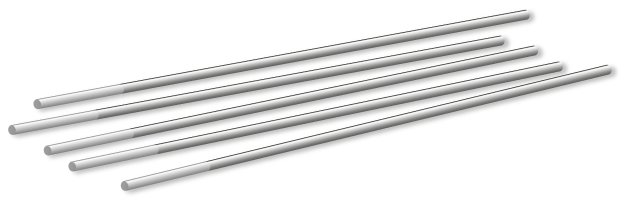
WP
მწვანე არალეგირებული ვოლფრამის ელექტროდი შექმნილია სინუსოიდური ცვლადი დენით შედუღებისთვის, განსაკუთრებით, მსუბუქი მეტალებისთვის. ის არ გამოიყენება მუდმივი დენით შედუღებისას. ვინაიდან მწვანე სუფთა ვოლფრამის ელექტროდი ხელს უშლის სუფთა კვადრატული ტალღის წარმოქმნას, მისი ინერციისა და მაღალი სამუშაო ფუნქციის გამო, არ არის რეკომენდირებული ამ საშემდუღებლო ელექტროდის გამოყენება უკუგარდამქმნელ დენის წყაროებთან. მწვანე ვოლფრამის ელექტროდის ჩასანაცვლებლად იდეალურია E3®.
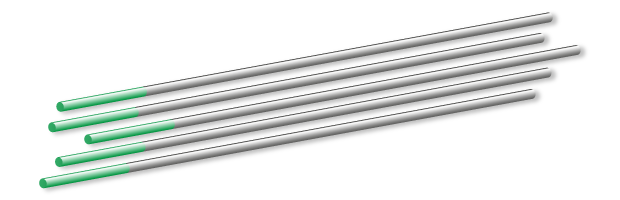
ფერის კოდი სუფთა ვოლფრამით:
- მწვანე = W – დამზადებულია სუფთა ვოლფრამისგან, ოქსიდის მინარევების გარეშე
WZr
ცირკონიუმის ოქსიდის გასამდიდრებელი ელემენტით ეს ვოლფრამის ელექტროდი ამცირებს საშემდუღებლო ჩაღრმავების დაბინძურების რისკს. ეს TIG საშემდუღებლო ელექტროდი ძირითადად გამოიყენება ცვლადი დენით შედუღებისას, ვინაიდან ის არ არის განკუთვნილი შეზღუდული მუდმივი დენით შედუღებისთვის. ცვლადი დენით შედუღებისას ეს გასამდიდრებელი ელემენტი უზრუნველყოფს ძალიან სტაბილურ დახურვას. თუმცა, ვოლფრამის ელექტროდი ცირკონიუმით არც ისე კარგად ინთება.
ფერის კოდი, ცირკონიუმის ოქსიდით:
- თეთრი = WZr 08 – 0,7-დან 0,9 % ცირკონიუმის ოქსიდი
ელექტროდის ცვეთა და ფარდობითი სიმქისე
ვოლფრამის ელექტროდის გამოყენებამდე ის უნდა გაიხეხოს, რადგან გახეხვის ხარისხის გარდა, ჩამოფშვნის მიმართულებაც გავლენას ახდენს რკალზე. TIG ნემსის გახეხვისას უნდა გაითვალისწინოთ შემდეგი ფაქტორები: ხეხვის მიმართულება უნდა იყოს გრძივი (ღერძის გასწვრივ მიმართული), ელექტროდის მიმართ! თუ ირიბი კიდე იქნება, განივი მიმართულებით (რადიალურად), TIG საშემდუღებლო ელექტროდის მიმართ, რკალი იქნება ძალიან მოუხერხებელი და არასტაბილური. გარდა ამისა, არასწორად გახეხვის შემთხვევაში, უმცირესი ვოლფრამის ნაწილაკები შეიძლება მოხვდეს საშემდუღებლო ჩაღრმავებაში და დააბინძუროს ის. ღერძის გასწვრივ გახეხილი ვოლფრამის ელექტროდი კარგად ინთება, აქვს სტაბილური რკალი და ელექტრონების კარგი ემისია.
TIG საშემდუღებლო ელექტროდის წვერის ფორმა
E3® ტიპის ABICOR BINZEL-ის მრავალმხრივი ელექტროდი TIG შედუღებისთვის იძლევა საუკეთესო შედუღების შედეგებს, თუ ის გახეხილია 60 გრადუსიანი კუთხით და გამოიყენება შესაფერისი დენის ფარგლებში. უფრო ზუსტი კუთხეები - დაახლოებით 30 გრადუსი, უფრო მეტად გამოიყენება შედარებით დაბალი დენის პირობებში. ამ შემთხვევაში, უმჯობესია უფრო წვრილ ელექტროდზე გადასვლა.
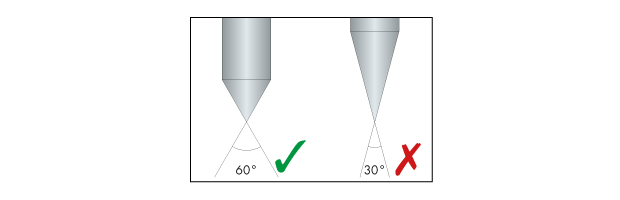
შეიძლება მიღწეული იქნას უფრო ბლაგვი სახეხი კუთხე - 60 გრადუსი, უფრო ვიწრო საშემდუღებლო ჩაღრმავება, მაღალი დენის გამტარიანობა და მეტი გამძლეობა.
TIG ვოლფრამის ელექტროდის სწორად შერჩევა
ქვემოთ მოცემულ ცხრილში ნაჩვენებია ვოლფრამის ელექტროდების ყველაზე გავრცელებული ტიპები, ასევე მათი გამოყენება და ფუნქციები. ეს მიმოხილვა აუცილებლად დაგეხმარებათ თქვენი საშემდუღებლო პროცესებისთვის TIG საშემდუღებლო ელექტროდების სწორად შერჩევაში.
წარმოდგენილი ილუსტრაცია ნათლად ასახავს, რომ E3® შეიძლება უნივერსალურად იქნას გამოყენებული და ნებისმიერი მიმართულებით აქვს საუკეთესო ფუნქციები:
| E3® იისფერი |
WLa 15 ოქროსფერი |
WLa 20 ლურჯი |
WCe 20 რუხი |
WP მწვანე |
WZr 08 თეთრი |
|
| მუდმივი დენის მინუს პოლუსი | +++ | ++ | +++ | + | – | – |
| ცვლადი დენი | +++ | + | + | + | + | ++ |
| რკალის სტაბილურობა | ++ | + | ++ | + | – | ++ |
| აალებადობა | ++++ | ++ | +++ | + | – | + |
| გამძლეობა | ++++ | ++ | +++ | + | + | ++ |
| უხვად ლეგირებული ფოლადის შედუღების შესაძლებლობა | ++++ | +++ | +++ | +++ | – | – |
| ალუმინის შედუღების შესაძლებლობა | ++++ | + | + | + | ++ | ++ |
ბლოგები TIG შედუღებისა და ვოლფრამის ელექტროდების შესახებ
ENGLISH
- პრაქტიკული რჩევები შედუღებისთვის: ვოლფრამის ელექტროდები - ყველაფერი საშემდუღებლო აქსესუარების შესახებ. TIG საშემდუღებლო ელექტროდები
- BINZEL-ის საფუძვლები: TIG სანთურის შერჩევა, სახარჯო მასალების ორგანიზება, მოვლა და შეკეთება
- როგორ გავხეხოთ ვოლფრამის ელექტროდები სწორად და ამავდროულად, უსაფრთხოდ
-
პრაქტიკული რჩევები შედუღებისთვის: ვოლფრამის ელექტროდების გაპრიალება