
Capteur pour le suivi de joints iST ARC
Chaque cordon de soudure est un cordon de soudure de précision
Les robots et les machines de soudage doivent fonctionner efficacement. Chaque cordon de soudure doit être précis, les cordons de soudure défectueux ne sont pas autorisés. Il doit être possible de compenser les moindres écarts sur le composant à l'aide de la technologie appropriée. Un guidage intelligent de la torche, tel que les capteurs de suivi de joints iST ARC (iSENSE TRACK ARC) d'ABICOR BINZEL, est devenu indispensable depuis longtemps.
Les capteurs iST ARC pour le suivi des cordons de soudure détectent facilement les écarts dans le joint de la pièce à partir d'une largeur d'écart minimale de 0,1 mm et ajustent la trajectoire en temps réel. Utilisez ce type de capteur pour réduire le taux de rebut et les coûts de reprise lors du soudage MIG/MAG automatisé et du soudage TIG de tous les métaux courants tels que l'acier inoxydable et les alliages d'acier inoxydable, l'aluminium et d'autres métaux. Le capteur convient à divers procédés d'assemblage tels que le soudage à l'arc, le soudage au laser et le soudage à l'arc submergé.

Toutes les informations en un coup d'œil
- iST ARC en détail
- Les types de capteurs
- Compatibilité des robots de soudage
- Que peut-il se passer pendant le soudage robotisé ?
- Comment prévenir les défauts des cordons de soudure ?
- Quels joints soudés les systèmes de suivi des cordons de soudure doivent-ils pouvoir suivre ?
- Vidéos sur le suivi des cordons de soudure
- Documentation
iST ARC en détail
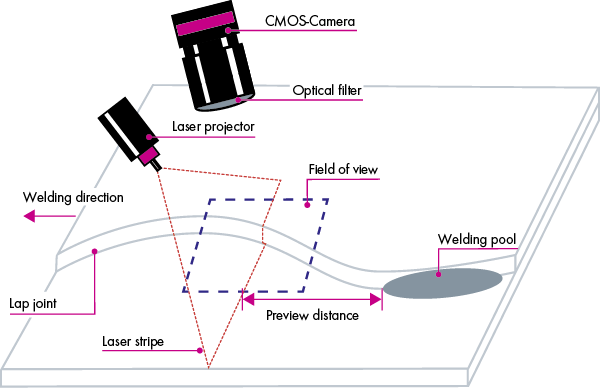
Tous les capteurs de suivi de joints iST ARC fonctionnent selon le principe de la triangulation laser. Ce principe est le suivant :
La tête du capteur projette une ligne laser sur la pièce. La caméra du capteur visualise ensuite cette ligne laser. Les algorithmes du capteur analysent ensuite la position et la forme de la ligne laser dans l'image de la caméra. La position et l'état de l'articulation sont ainsi mesurés. Le contrôleur du robot ou la machine à souder reçoit ces informations et corrige le soudage si nécessaire.
Des solutions sophistiquées tels que le contrôle automatique du gain, l'interface graphique interactive (GIO) et l'enregistrement hors ligne, décrits ci-dessous, simplifient considérablement la configuration et le fonctionnement du système. La conception du verre de protection, facile à entretenir, minimise les temps d'arrêt.
Traitement de l'image dans la tête du capteur
Le système complet de traitement d'images des capteurs de suivi de joints iST ARC est intégré dans la tête du capteur. Cette solution élimine la nécessité d'un ordinateur de traitement supplémentaire et permet donc de gagner de la place dans la cellule robotisée. L'interface et la communication de l'iST ARC entre la tête de capteur et le robot - la carte d'interface - peuvent être facilement intégrées dans l'armoire de commande. Le poids réduit a également un effet positif sur le volume de la livraison et donc sur les frais de transport.
Un câble pour l'alimentation électrique et les données
L'alimentation de la tête de capteur et la connexion des données entre la tête de capteur et la carte d'interface se font via un seul câble de connexion. Cela réduit le nombre d'interfaces supplémentaires et donc les sources de défaillance dans vos applications automatisées.
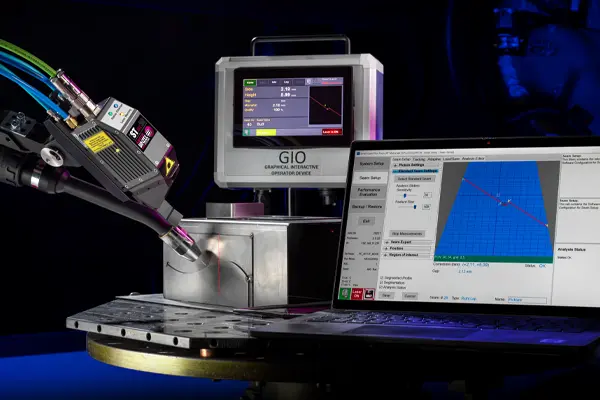
Facilité d'utilisation grâce à l'écran graphique interactif (GIO)
Une option intéressante et pratique pour l'iST ARC est l'affichage graphique interactif pour l’opérateur (GIO). Grâce à cette unité compacte et robuste, l'opérateur ou le technicien de maintenance peut voir exactement ce que fait le système et, si nécessaire, l'enregistrer pour une analyse hors ligne, sans avoir à arrêter la cellule pour connecter son ordinateur portable.
Ajustement automatique des paramètres du joint
Le contrôle automatique du gain des capteurs de suivi de joints iST ARC ajuste automatiquement le temps d'obturation de la caméra, l'intensité du laser et d'autres paramètres. Par exemple, l'intensité du laser est automatiquement réduite en cas de surexposition. Cette fonction facilite le réglage des paramètres du joint et évite un paramétrage sous-optimal.
Entretien/réparation simple
La conception de la tête de capteur de tous les iST ARC vous permet d'effectuer une maintenance pratique, tel que le remplacement de la protection anti-éclaboussures, sans avoir à renvoyer le capteur. En cas de panne, contactez votre interlocuteur ABCIOR BINZEL local, qui pourra rapidement et facilement remplacer le capteur sur place. Une plaque de montage en queue d'aronde permet de changer facilement la tête du capteur sans outils.



Optimisation hors ligne pour les problèmes de service
Si vous avez des questions sur la manière d'améliorer les performances de votre capteur iST ARC dans votre application spécifique, utilisez l'option d'optimisation hors ligne rapide et facile. Pour ce faire, envoyez-nous les informations enregistrées sur les cordons de soudure de vos applications automatisées directement par courrier électronique à l'adresse suivante : seam-tracking@binzel-abicor.com . Nous vérifierons les données, les optimiserons et vous renverrons le jeu de paramètres optimisé. Les longs temps d'arrêt de votre capteur de suivi de joint ou les visites coûteuses sur site sont réduits au minimum.
Les types de capteurs
Les trois types de capteurs pour le suivi du cordon de soudure offrent d'excellentes performances de suivi. Si nécessaire, le logiciel du capteur peut fournir au contrôleur du robot des informations sur les caractéristiques du cordon, tels que la surface, le volume et l'angle, et permettre un ajustement adaptatif des paramètres de soudage. L'iST ARC est disponible en trois versions avec différents champs de vision et résolutions :

L'iST ARC 15, avec un champ de vision horizontal de 15 mm et une haute résolution, convient au suivi des joints étroits, en particulier dans les applications de tôles minces.

Avec son champ de vision horizontal de 30 mm, l'iST ARC 30 offre une solution parfaite pour les applications où le champ de vision et la résolution sont nécessaires.

L'iST ARC 50, avec un champ de vision horizontal de 50 mm, est idéal pour le soudage de tôles épaisses et le soudage multipasse grâce à son grand champ de vision et à la grande flexibilité des algorithmes de détection des soudures.
Que peut-il se passer pendant le soudage robotisé ?
Tout le monde connaît la situation : les composants sont contrôlés après le soudage et il arrive souvent que les cordons de soudure soient mal positionnés ou de mauvaise qualité. La cause : des pièces mal ajustées ou des problèmes avec des pièces qui n'ont pas été préparées correctement. Ces défauts ne peuvent pas être compensés au cours du processus de soudage, car le robot suit la trajectoire programmée, ce qui entraîne des retouches ou, dans le pire des cas, des rebuts.
Un capteur de guidage des cordons de soudure permet d'éviter les rebuts ou les retouches coûteuses dès le départ. Un tel capteur augmente également la qualité des cordons de soudure, car les moindres écarts sur le composant sont reconnus directement et compensés en temps réel. Comme le capteur garantit que le cordon de soudure est correctement positionné, il est généralement possible d'augmenter la vitesse de soudage, sans perdre de temps ni de matériel à réaliser des cordons de soudure trop importants.
Comment prévenir les défauts des cordons de soudure
La solution la plus simple consisterait à utiliser des composants préfabriqués avec précision et respectant toutes les tolérances, ainsi que des dispositifs de serrage de haute précision. Mais cela n'est pas pratique. Dans le cas du soudage commandé par une machine ou un robot, la torche de soudage peut être maintenue en position correcte à l'aide d'un capteur de suivi de joint. Le capteur fournit au robot de soudage des données sur la position réelle du joint à souder et le soudage s'effectue exactement à cet endroit. La distorsion thermique pendant le processus de soudage ou les écarts par rapport à la préparation des composants sont compensés. La taille du cordon de soudure peut également être mesurée, ce qui permet au contrôleur du robot d'adapter le processus de soudage.
Quels sont les joints soudés que les systèmes de suivi de joints doivent pouvoir suivre ?
Dans le domaine du soudage de tôles, les systèmes optiques de suivi de joints doivent être capables de reconnaître et de suivre différents types de joints, comme indiqué ci-dessous. Les capteurs de la famille iST ARC disposent en standard d'une large gamme de motifs de soudure. Le logiciel permet d'ajouter des modèles de joint personnalisés si nécessaire. Ce qui est parfait car les applications sont généralement très spécifiques.