
Sensor para el seguimiento de juntas iST ARC
Hace que cada cordón de soldadura sea un cordón de soldadura de precisión
Los robots de soldadura y las máquinas de soldar deben funcionar de manera eficiente. Cada cordón de soldadura debe ser preciso, no se permiten cordones de soldadura defectuosos. Debe ser posible compensar cualquier desviación menor en el componente utilizando la tecnología adecuada. El guiado inteligente de la antorcha, como el de los sensores de seguimiento de juntas iST ARC (iSENSE TRACK ARC) de ABICOR BINZEL, se ha convertido en indispensable desde hace mucho tiempo.
Los sensores iST ARC para el seguimiento de cordones de soldadura detectan fácilmente las desviaciones en la unión de la pieza de trabajo a partir de un ancho de separación mínimo de 0,1 mm y ajustan la trayectoria en tiempo real. Utilice este tipo de sensor para reducir la tasa de rechazo y los costes de retrabajo en la soldadura MIG/MAG automatizada y la soldadura TIG de todos los metales comunes, como el acero inoxidable y las aleaciones de acero inoxidable, el aluminio y otros metales. El sensor es adecuado para diversos procesos de unión, como soldadura por arco, soldadura por láser y soldadura por arco sumergido.

Toda la información en un solo vistazo
- iST ARC en detalle
- Los tipos de sensores
- Compatibilidad con robots de soldadura
- ¿Qué puede suceder durante la soldadura robotizada?
- ¿Cómo se previenen los defectos del cordón de soldadura?
- ¿Qué uniones soldadas deben poder rastrear los sistemas de seguimiento de juntas?
- Vídeos sobre el seguimiento de cordones de soldadura
- Documentación
iST ARC en detalle
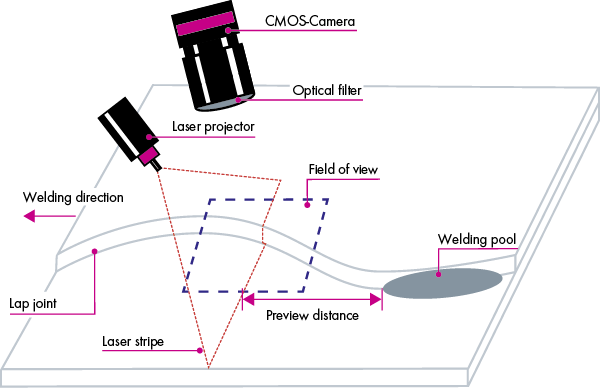
Todos los sensores de seguimiento de juntas iST ARC funcionan según el principio de triangulación láser. Esto es lo siguiente:
Desde el cabezal del sensor se proyecta una línea láser sobre la pieza de trabajo. A continuación, la cámara del sensor visualiza esta línea láser. Seguidamente, los algoritmos del sensor analizan la posición y la forma de la línea láser en la imagen de la cámara. De esa manera, se mide la posición y el estado de la junta. El controlador del robot o la máquina de soldar recibe esta información y corrige la soldadura si es necesario.
Las soluciones sofisticadas, como el control automático de mejora, el dispositivo gráfico interactivo del operador (GIO) y la grabación fuera de línea, como se describe a continuación, simplifican significativamente la configuración y el funcionamiento del sistema. El diseño de fácil mantenimiento del vidrio protector minimiza los tiempos de inactividad.
Procesamiento de imágenes en el cabezal del sensor
El sistema completo de procesamiento de imágenes de los sensores de seguimiento de juntas iST ARC está integrado en el cabezal del sensor. Esta solución elimina la necesidad de un ordenador de proceso adicional y, por lo tanto, ahorra espacio en la célula del robot. También tiene la ventaja de que la interfaz y la comunicación del iST ARC entre el cabezal del sensor y el robot, la llamada placa de conexión, se pueden integrar fácilmente en el armario de control. El menor peso también tiene un efecto positivo en el volumen de la entrega y, por lo tanto, en los costos de flete.
Un único cable para la fuente de alimentación y para los datos
La fuente de alimentación al cabezal del sensor y la conexión de datos hacia y desde el cabezal del sensor a la placa de conexión se realizan a través de un solo cable de conexión. Esto reduce las interfaces adicionales y, por lo tanto, otras fuentes de error en sus aplicaciones automatizadas.
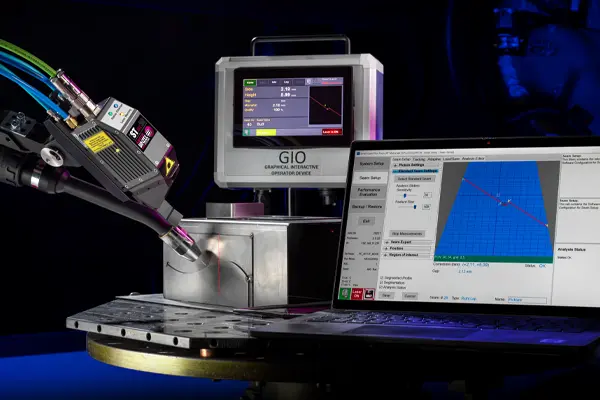
Fácil manejo con pantalla gráfica interactiva del operador (GIO)
Una opción interesante y práctica para el iST ARC es la pantalla gráfica interactiva (GIO) opcional. Con esta unidad compacta y robusta, el operador o el ingeniero de mantenimiento puede ver exactamente lo que está haciendo el sistema y, si es necesario, registrarlo para su análisis fuera de línea sin necesidad de detener la celda para conectar su computadora portátil.
Ajuste automático de los parámetros de costura
El control automático de mejora de los sensores de seguimiento de juntas iST ARC ajusta automáticamente el tiempo de obturación de la cámara, la intensidad del láser y otros parámetros. Por ejemplo, la intensidad del láser se reduce automáticamente en caso de sobreexposición. Esta característica facilita la configuración de los parámetros de costura y evita una parametrización subóptima.
Mantenimiento/reparación sencillo
El diseño del cabezal del sensor de todos los iST ARC le permite realizar un mantenimiento conveniente, como reemplazar la protección anti salpicaduras, sin tener que enviar el sensor. En caso de fallo, póngase en contacto con su persona de contacto local de ABCIOR BINZEL, que puede reemplazar el sensor de forma rápida y sencilla in situ. Una placa de montaje de cola de milano permite cambiar el cabezal del sensor fácilmente sin herramientas.



Optimización sin conexión para problemas de servicio
Si tiene alguna pregunta sobre cómo puede mejorar el rendimiento de su sensor iST ARC en su aplicación específica, utilice la opción de optimización fuera de línea rápida y sencilla. Para ello, envíenos directamente por correo electrónico la información de cordones de soldadura registrados de sus aplicaciones automatizadas a: seam-tracking@binzel-abicor.com . Comprobaremos los datos, los optimizaremos y le devolveremos el conjunto de parámetros optimizados. Se minimizan los largos tiempos de inactividad de su sensor de seguimiento de costuras o las costosas visitas in situ.
Los tipos de sensores
Los 3 tipos de sensores para el seguimiento del cordón de soldadura ofrecen un excelente rendimiento de seguimiento. Si es necesario, el software del sensor puede proporcionar al controlador del robot información sobre las características de la costura, como la superficie, el volumen y el ángulo, y permite el ajuste adaptativo de los parámetros de soldadura. El iST ARC está disponible en tres versiones con diferentes campos de visión y resoluciones:

El iST ARC 15 con un campo de visión horizontal de 15 mm y alta resolución es adecuado para el seguimiento de costuras de espacios estrechos, especialmente en aplicaciones de chapa fina.

Con su campo de visión horizontal de 30 mm, el iST ARC 30 ofrece una solución perfecta para aplicaciones en las que se requiere campo de visión y resolución.

El iST ARC 50 con un campo de visión horizontal de 50 mm es ideal para la soldadura de chapa gruesa y la soldadura de varias pasadas debido a su gran campo de visión y a su gran flexibilidad en los algoritmos de detección de costuras.
¿Qué puede suceder durante la soldadura robótica?
Todo el mundo conoce la situación: las piezas se inspeccionan después de la soldadura y, a menudo, se encuentran cordones de soldadura fuera de posición o de mala calidad. La causa: piezas mal ajustadas o problemas con piezas que no se prepararon correctamente. Estos defectos no se pueden compensar en el proceso de soldadura porque el robot sigue su trayectoria programada, lo que da lugar a un retrabajo o, en el peor de los casos, a la producción de rechazos.
Con un sensor para el guiado del cordón de soldadura, se pueden evitar desde el principio rechazos o costosas repeticiones. Un sensor de este tipo también aumenta la calidad de los cordones de soldadura, ya que incluso las desviaciones más pequeñas en el componente se reconocen directamente y se compensan en tiempo real. Debido a que el sensor garantiza que el cordón de soldadura esté correctamente posicionado, generalmente se puede aumentar la velocidad de soldadura, sin perder tiempo y material en cordones de soldadura excesivamente grandes.
Cómo prevenir los defectos del cordón de soldadura
La solución más sencilla serían componentes prefabricados con precisión dentro de todas las tolerancias y dispositivos de sujeción de alta precisión. Pero esto no es práctico. Con la soldadura controlada por máquina o robot, la antorcha de soldadura se puede mantener correctamente posicionada mediante el uso de un sensor de seguimiento de costura. El sensor proporciona al robot de soldadura datos sobre la posición real de la unión que se va a soldar y la soldadura se realiza exactamente allí. Se compensan las distorsiones térmicas durante el proceso de soldadura o las desviaciones de la preparación de los componentes. También se puede medir el tamaño de la costura de soldadura, lo que permite que el controlador del robot adapte el proceso de soldadura.
¿Qué uniones soldadas deben poder rastrear los sistemas de seguimiento de juntas?
En la soldadura de chapa, los sistemas ópticos de seguimiento de costuras deben ser capaces de reconocer y rastrear diferentes tipos de costuras, como se menciona a continuación. Los sensores de la familia iST ARC tienen una amplia gama de patrones de costura de serie. El software permite la adición de patrones de costura personalizados si es necesario. Lo cual es perfecto porque las aplicaciones suelen ser muy específicas.