
Wolframelektroden
Wo immer fein gearbeitete Schweißnähte entstehen, hochwertige Materialien geschweißt werden und saubere Schweißverbindungen geschaffen werden sollen, ist WIG-Schweißen gefragt – und gute Wolframelektroden. Beim Wolfram-Inertgasschweißen (WIG) ist neben dem Brenner, der Stromquelle und dem Schutzgas, die nicht abschmelzende temperaturbeständige Wolframelektrode ein wesentlicher Faktor für optimale Ergebnisse. Hier die richtige zu wählen, ist für das WIG-Schweißen genauso wesentlich, wie die richtige Stromdüse beim MAG-Schweißen einzusetzen.
Das Angebot an WIG-Schweißnadeln, wie die Wolframelektroden auch genannt werden, ist recht umfangreich. Spätestens dann, wenn es um die Wahl der richtigen WIG-Nadel für den eigenen Schweißprozess geht, findet man sich mit Farbcodierungen konfrontiert. Mit dieser Farbcodierung sind die einzelnen Elektrodentypen gekennzeichnet.

Hauptbestandteil der Wolframelektroden ist – wie der Name bereits sagt – Wolfram. Bis auf die grüne WIG-Nadel aus reinem Wolfram sind alle anderen mit oxidischen Zusätzen wie Zirkoniumoxid, Lanthanoxid, Ceroxid oder Thoriumoxid versetzt. Andere enthalten oxidische Zusätze bestehend aus Seltenen Erden. Deren Wirkung und Eigenschaften finden Sie bei »WIG-Nadeln und ihre Farbcodierung bzw. Dotierung« auf dieser Seite.
Bei der Auswahl der Wolframelektrode müssen folgende Punkte berücksichtigt werden:
- Wolframelektroden-Typ
- Elektrodendurchmesser
- Anschliffqualität und Rauheit der Elektrode
- Spitzengeometrie der WIG-Schweißnadel
Alle Informationen auf einen Blick
- WIG-Nadeln und ihre Farbcodierung bzw. Dotierung – Wolframelektroden-Typen
- Anschliffqualität und Rauheit der Elektrode
- Spitzengeometrie der WIG-Schweißnadel
- Die richtige WIG-Wolframelektrode finden
- Das sagen unsere Kunden
- Video Wolframelektroden
- Blogs zum Thema WIG-Schweißen und Wolframelektroden
- Dokumentation
WIG-Nadeln und ihre Farbcodierung bzw. Dotierung – Wolframelektroden-Typen
E3® PRO
Die E3® PRO-Wolframelektrode mit dem Farbcode Lila & Gold eignet sich zum Einsatz in allen Prozessen. Sie ist eine Weiterentwicklung der erfolgreichen E3® von ABICOR BINZEL. Durch ihre spezielle Zusammensetzung aus Oxiden Seltener Erden und einem neu entwickelten Herstellungsverfahren ist ihr Gefüge besonders fein und homogen. Damit besitzt sie noch bessere Zündeigenschaften – im niedrigen Amperebereich sind diese sogar deutlich besser – und hat noch längere Standzeiten als ihre Vorgängerin. Die WIG-Elektrode E3® PRO kann mit Gleichstrom genauso eingesetzt werden wie mit Wechselstrom, beim Handschweißen wie auch in automatisierten Anwendungen. Darüber hinaus ist die E3® PRO absolut ungiftig für Mensch und Umwelt. Wenn Sie beim WIG-Schweißen auf Nummer sicher gehen wollen, haben Sie mit der E3® PRO eine Wolframelektrode, mit der Sie alle Applikationen und Werkstoffe abdecken können.
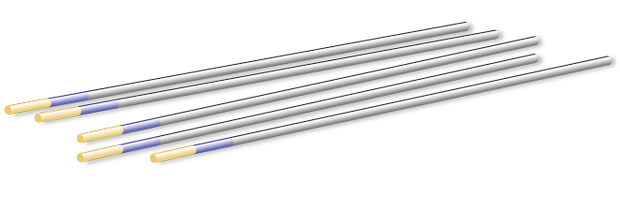
Farcodierung mit Seltenen Erden:
Gold-Lila = E3® PRO
E3®
Die von ABICOR BINZEL entwickelte Wolframelektrode E3® (lila) mit einer Mischung aus Oxiden der Seltenen Erden als Dotierungselemente eignet sich sowohl für das Gleichstrom- als auch für das Wechselstromschweißen. Mit ihr lässt sich praktisch jedes Metall schweißen. Weil ihre Zündeigenschaften ganz hervorragend sind, wird sie daher auch gerne für automatisierte Prozesse verwendet. Im Schweißprozess bleibt ihre Elektrodentemperatur durchweg niedrig, was wiederum bessere Strombelastbarkeit sowie längere Standzeit gewährleistet im Vergleich zu thorierten Elektroden. Letztere dürfen wegen ihrer höchst gesundheitsschädlichen Wirkung nur noch in Ausnahmefällen verwendet werden.
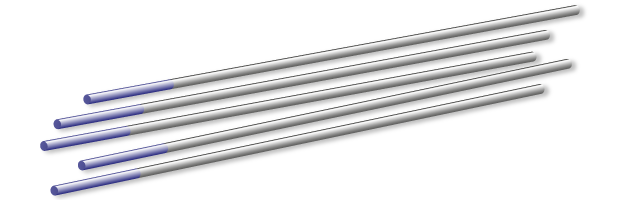
Farbcodierung mit Seltenen Erden:
- Lila = E3®
WLa
Diese Wolframelektrode wird vorwiegend zum Schweißen von unlegierten und hochlegierten Stählen, Aluminium-, Titan-, Kupfer- und Magnesiumlegierungen eingesetzt. Durch ihr Dotierungselement Lanthanoxid eignet sie sich ebenso wie die E3® für Gleichstrom- wie auch Wechselstromschweißen. Die goldene WIG-Nadel kommt ebenso im Mikro-Plasma-Schweißen zum Einsatz.
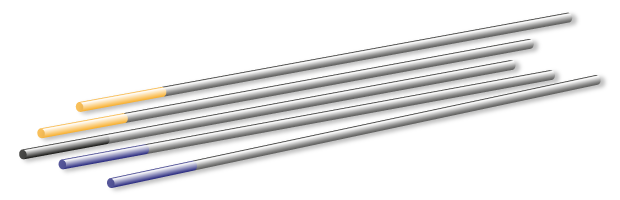
Farbcodierungen mit Lanthanoxid:
- Schwarz = WLa 10 – mit 0,8 bis 1,2 % Lanthanoxid
- Gold = WLa 15 – mit 1,3 bis 1,7 % Lanthanoxid
- Blau = WLa 20 – mit 1,7 bis 2,2 % Lanthanoxid
WCe
Das Dotierungslement Ceroxid macht diese WIG-Schweißnadel höher belastbar als eine Elektrode mit reinem Wolfram – allerdings weniger als die E3®- und Lanthan-Elektroden. Vor allem im mittleren und unteren Stromstärkenbereich kommt dieser Wolframelektroden-Typ zum Schweißen von unlegierten und hochlegierten Stählen sowie Aluminium-, Kupfer-, Nickel-, Titan- und Magnesiumlegierungen zum Einsatz. Sowohl das Wechselstromschweißen wie auch für das Gleichstromschweißen sind ihre Einsatzgebiete – allerdings weniger gut als die E3®-Elektrode von ABICOR BINZEL.
Farbcodierung mit Ceroxid:
- Grau = WCe 20 – mit 1,8 bis 2,2 % Ceroxid
WP
Die grüne undotierte Elektrode aus reinem Wolfram wurde für das Schweißen mit sinusförmigem Wechselstrom speziell für Leichtmetalle entwickelt. Für das Gleichstromschweißen ist sie nicht geeignet. Da die grüne, reine Wolframelektrode durch ihre Trägheit und ihre hohe Austrittsarbeit verhindert, dass sich eine reine Rechteckwelle ausbildet, ist es nicht empfehlenswert, diese Schweißelektrode mit Inverter-Stromquellen zu verwenden. Der ideale Ersatz für die grüne Wolframelektrode ist die E3®.
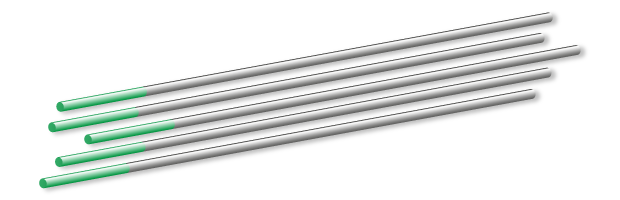
Farbcodierung mit reinem Wolfram:
- Grün = W – aus reinem Wolfram ohne Oxidbestandteil
WZr
Ihr Dotierungselement Zirkoniumoxid verringert mit dieser Wolframelektrode die Gefahr, das Schmelzbad zu verunreinigen. Diese WIG-Nadel wird überwiegend für das Wechselstromschweißen verwendet, denn sie eignet sich nur bedingt für das Gleichstromschweißen. Durch das Zirkoniumoxid wird die Kalotte beim Wechselstromschweißen schön stabil, bei Gleichstrom ist die Zündeigenschaft wiederum schlechter.
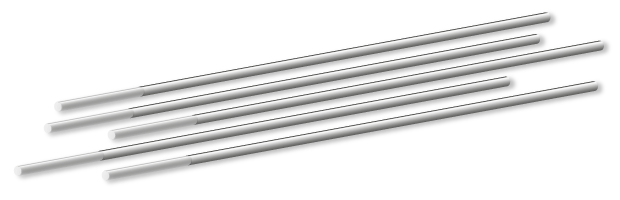
Farbcodierung mit Zirkoniumoxid:
- Weiß = WZr 08 – mit 0,7 bis 0,9 % Zirkoniumoxid
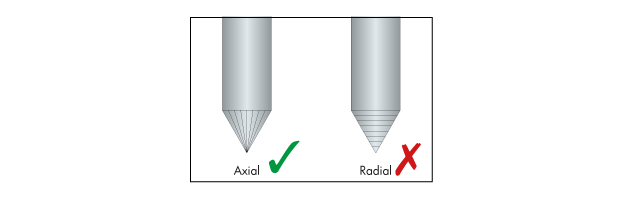
Anschliffqualität und Rauheit der Elektrode
Bevor eine Wolframelektrode zum Einsatz kommt, muss sie angeschliffen werden, denn neben der Schleifqualität wird der Lichtbogen auch durch die Schleifrichtung beeinflusst. Wichtig beim Schleifen der WIG-Nadel: Die Schleifrichtung muss längs (axial) zur Elektrode verlaufen! Ein Anschliff in Querrichtung (radial) zur WIG-Schweißnadel verursacht einen sehr unruhigen, instabilen Lichtbogen. Außerdem können bei falschem Anschleifen kleinste Wolframpartikel ins Schmelzbad gelangen und verunreinigen. Eine axial angeschliffene Wolframnadel hat gute Zündeigenschaften, einen stabilen Lichtbogen und einen günstigen Elektronenaustritt.
Spitzengeometrie der WIG-Schweißnadel
Die beiden ABICOR BINZEL Allrounder-Elektroden zum WIG-Schweißen E3® und E3® PRO erzeugen das beste Schweißergebnis, wenn sie im Winkel von 60 Grad angeschliffen und in dem vorgesehenen Strombereich verwendet werden. Spitzere Winkel von ca. 30 Grad eignen sich eher für den niedrigeren Strombereich. Hier ist es besser, auf eine dünnere Elektrode zu wechseln.
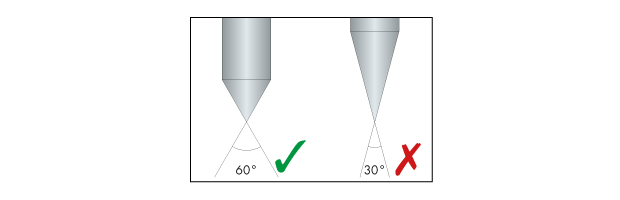
Mit einem stumpferen Anschliffwinkel von 60 Grad erreicht man ein engeres Schmelzbad, eine hohe Strombelastbarkeit und längere Standzeiten.
Die richtige WIG-Wolframelektrode finden
In der hier abgebildeten Tabelle sind die gängigsten Wolframelektroden-Typen dargestellt inklusive deren Eignung und Eigenschaften. Diese Übersicht wird sicher helfen, die für den eigenen Schweißprozess richtige WIG-Nadel zu finden.
Die Darstellung macht deutlich, dass die E3® wie auch die E3® PRO universell eingesetzt werden können und beste Eigenschaften in allen Richtungen aufweisen:
| E3® PRO | E3® lila |
WLa 15 gold |
WLa 20 blau |
WCe 20 grau |
WP grün |
WZr 08 weiß |
|
| gold-lila | |||||||
| Gleichstrom Minuspol | +++ | +++ | ++ | +++ | + | – | – |
| Wechselstrom | +++ | +++ | + | + | + | + | ++ |
| Lichtbogenstabilität | +++ | ++ | + | ++ | + | – | ++ |
| Zündfähigkeit | +++++ | ++++ | ++ | +++ | + | – | + |
| Standzeit | +++++ | ++++ | ++ | +++ | + | + | ++ |
| Hochlegierte Stähle verschweißbar | ++++ | ++++ | +++ | +++ | +++ | – | – |
| Aluminium verschweißbar | ++++ | ++++ | + | + | + | ++ | ++ |
Das sagen unsere Kunden
Die E3®-Wolframelektrode von ABICOR BINZEL verfügt über einen sehr stabilen Lichtbogen ebenso wie gute Zündeigenschaften und eine sehr hohe Standfestigkeit. Diese Elektrode ist super!
Die E3®-Wolframelektroden von ABICOR BINZEL haben super Zündeigenschaften, eine lange Standzeit und sind universell einsetzbar.