
Sensor pro sledování svarové spáry iST ARC
Dělá z každého svaru ten precizní
Svařovací roboty a svářecí stroje musí pracovat efektivně. Každý svár musí být přesný, vadné sváry nejsou přípustné. Jakékoli drobné odchylky na součásti musí být možné kompenzovat pomocí správné technologie. Inteligentní navádění hořáku, například pomocí senzorů pro sledování spar iST ARC (iSENSE TRACK ARC) od společnosti ABICOR BINZEL, se již dávno stalo nepostradatelným.
Senzory iST ARC pro sledování svarového spoje snadno detekují odchylky ve spojích svařence od minimální šířky mezery 0,1 mm a v reálném čase upravují dráhu. Pomocí tohoto typu snímače snížíte počet zmetků a náklady na opravy při automatizovaném svařování metodou MIG/MAG a TIG všech běžných kovů, i nerezových ocelí a jejich slitin, hliníku a dalších kovů. Snímač je vhodný pro různé spojovací procesy, jako je obloukové svařování, laserové svařování a svařování pod tavidlem.

iST ARC podrobně
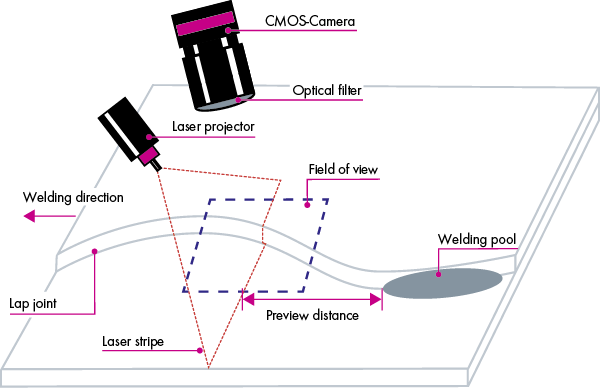
Všechny senzory iST ARC pro sledování svarových spar pracují na principu laserové triangulace. Ten je následující:
Ze snímací hlavy se na obrobek promítá laserová čára. Kamera ve snímači pak tuto laserovou čáru zobrazí. Algoritmy snímače pak analyzují polohu a tvar laserové čáry v obraze kamery. Tímto způsobem se měří poloha a stav spoje. Řídicí jednotka robota nebo svařovacího stroje tyto informace přijímá a v případě potřeby svařování koriguje.
Sofistikovaná řešení, jako je automatické řízení světelnosti, grafické interaktivní zařízení operátora (GIO) a offline záznam, jak je popsáno níže, výrazně zjednodušují nastavení a provoz systému. Konstrukce ochranného skla, která je nenáročná na údržbu, minimalizuje prostoje.
Zpracování obrazu v hlavě snímače
Kompletní systém zpracování obrazu sensoru pro sledování svarových spar iST ARC je integrován do hlavy snímače. Toto řešení eliminuje potřebu dalšího procesního počítače a šetří tak místo v robotické buňce. Výhodou je také to, že rozhraní a komunikaci iST ARC mezi senzorovou hlavou a robotem - tzv. breakout board - lze snadno integrovat do řídicí skříně. Nižší hmotnost má také pozitivní vliv na objem dodávky, a tím i na náklady na přepravu.
Jeden kabel pro napájení a data
Napájení senzorové hlavy a datové připojení do a ze senzorové hlavy k breakout boardu probíhá prostřednictvím jediného propojovacího kabelu. Tím se omezují další rozhraní, a tedy i další zdroje poruch v automatizovaných aplikacích.
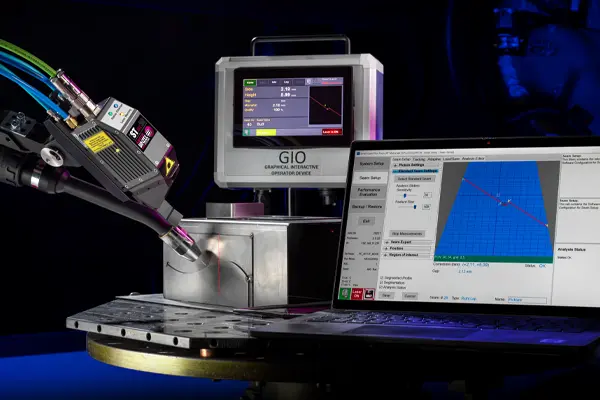
Snadné ovládání pomocí grafického interaktivního displeje (GIO)
Zajímavou a praktickou možností pro iST ARC je volitelný grafický interaktivní displej (GIO). Díky této kompaktní a robustní jednotce může obsluha nebo technik údržby přesně vidět, co systém dělá, a v případě potřeby to zaznamenat pro offline analýzu, aniž by bylo nutné zastavit buňku a připojit přenosný počítač.
Automatické nastavení parametrů svaru
Automatická regulace světelnosti sledovacích senzorů iST ARC automaticky upravuje dobu závěrky kamery, intenzitu laseru a další parametry. Například v případě přeexponování se automaticky sníží intenzita laseru. Tato funkce usnadňuje nastavení parametrů pro sledovaný spoj a zabraňuje chybné parametrizaci.
Jednoduchá údržba/oprava
Konstrukce hlavy snímače všech iST ARC umožňuje provádět pohodlnou údržbu, například výměnu ochrany proti rozstřiku, aniž byste museli snímač odesílat. V případě poruchy se obraťte na místní kontaktní osobu ABCIOR BINZEL, která vám snímač na místě rychle a snadno vymění. Montážní deska s indexací umožňuje snadnou výměnu hlavy snímače bez použití nářadí.



Optimalizace procesních dat v režimu offline
Máte-li jakékoli dotazy ohledně toho, jak zlepšit výkon senzoru iST ARC ve vaší konkrétní aplikaci, využijte možnost rychlé a snadné optimalizace offline. Za tímto účelem nám zašlete nahrané informace o sledvaných svarových spojích z vašich automatizovaných aplikací přímo na e-mailovou adresu: seam-tracking@binzel-abicor.com . Data zkontrolujeme, optimalizujeme a optimalizovanou sadu parametrů vám vrátíme. Dlouhé odstávky vašeho snímače pro sledování spojů nebo nákladné návštěvy na místě jsou minimalizovány.
Typy sensorů
Všechny 3 typy sensorů pro sledování svaru mají vynikající sledovací výkon. V případě potřeby může software senzoru poskytnout řídicí jednotce robota informace o vlastnostech svaru, jako je povrch, objem a úhel, a umožňuje adaptivní nastavení parametrů svařování. Sensor iST ARC je k dispozici ve třech verzích s různými zornými poli a rozlišením:

Model iST ARC 15 s horizontálním zorným polem 15 mm a vysokým rozlišením je vhodný pro sledování spojů v úzkých mezerách, zejména v aplikacích s tenkými plechy.

Díky horizontálnímu zornému poli 30 mm nabízí iST ARC 30 dokonalé řešení pro aplikace, kde je vyžadováno zorné pole a rozlišení.

Model iST ARC 50 s horizontálním zorným polem 50 mm je ideální pro svařování tlustých plechů a vícevrstvé svary díky velkému zornému poli a vysoké flexibilitě algoritmů detekce svarových spar.
Co se může stát při robotickém svařování?
Tuto situaci zná každý: po svařování se kontrolují svařence a často se zjistí, že svary nejsou ve správné poloze nebo jsou nekvalitní. Příčina: špatně upnuté díly nebo problémy s díly, které nebyly správně připraveny. Tyto vady nelze kompenzovat v procesu svařování, protože robot sleduje naprogramovanou dráhu, což vede k opravám nebo v horším případě k výrobě zmetků.
Díky senzoru pro sledování svarové spáry lze již od počátku předejít zmetkům nebo nákladným opravám. Takový senzor také zvyšuje kvalitu svarových spojů, protože i drobné odchylky na součásti jsou přímo rozpoznány a v reálném čase kompenzovány. Protože sensor zajišťuje správnou polohu hořáku nad svarovou spárou, lze obvykle zvýšit rychlost svařování, aniž by se ztrácel čas a materiál na nadměrně velké svarové spoje.
Jak předcházet vadám svarových spojů
Nejjednodušším řešením by byly přesně prefabrikované komponenty v rámci všech tolerancí a vysoce přesné upínací přípravky. To je však nepraktické. Při strojově nebo roboticky řízeném svařování lze svařovací hořák udržovat ve správné poloze pomocí sensoru sledování svarové spáry. Snímač poskytuje svařovacímu robotu údaje o skutečné poloze svařovaného spoje a svařování probíhá přesně tam. Tepelné deformace během svařování nebo odchylky od přípravy dílů jsou kompenzovány. Lze také měřit velikost svarového spoje, což umožňuje řídicí jednotce robotu přizpůsobit proces svařování.
Které svarové spoje mohou být systémy sledování spar sledovány?
Při svařování plechů musí být optické systémy sledování spar schopny rozpoznat a sledovat různé typy spojů - jak je uvedeno níže. Senzory řady iST ARC mají standardně široké portfolio typů svarů. Software umožňuje v případě potřeby přidat vlastní vzory svarů. Což je ideální, protože aplikace jsou obvykle velmi specifické.