
MIG/MAG 焊枪系统 ROBO WH W 和 ROBO WH-PP W

快速适应不断变化的焊接任务 ...
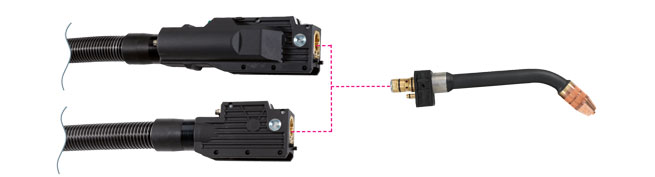
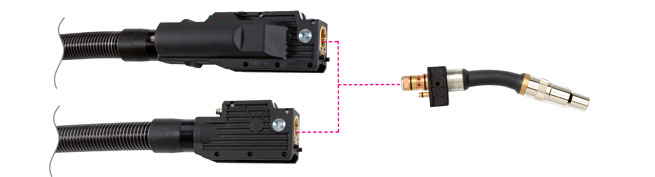
由于在更换部位采用创新接口技术,液冷式 MIG/MAG 枪颈更换焊枪系统 WH/WH-PP 可允许整体枪颈的手动或自动更换。这意味着采用相同设计的焊枪可出于维护目的在数秒内完成枪颈更换,或者可根据需要,更换用于不同焊接位置的特殊几何形状的焊枪的枪颈。
同样,导电嘴和喷嘴的更换以及TCP的监测可以在焊接单元的外部进行,从而提升了系统效率并减少了停机时间。
显著优势:
-
枪颈和易损件的快速更换提高了系统效率
-
灵活适应不断变化的焊接任务
-
也可作为推拉系统,用于精确送丝
-
液冷式,高达 600 A
自动化程度:高
应用领域:
-
汽车制造
-
供应商(1级、2级)
-
商用车制造
-
运土设备
-
轨道车制造
-
造船
-
集装箱制造
-
机械和钢结构
-
航空航天工业
材料:
-
构造钢(涂层/非涂层)
-
铬镍钢
-
双炼钢
-
镍基材料
-
混合复合材料
-
铝材料
-
镁材料
-
铜材料
-
特殊材料
机器人接口:
- 常规机器人(电缆组件位于外部:
−CAT2 防碰撞器
−RTM 固定支架 - 中空腕机器人(电缆组件位于内部:
−iCAT 防碰撞器
−支架 iSTM (用于带有集成防碰撞软件的机器人) - 中空腕机器人(电缆组件位于外部:
−CAT2 防碰撞器
−固定支架 RTM
ROBO WH W 300 和 ROBO WH-PP W 300 (液冷式)
技术数据符合 EN 60 974-7:
| 冷却: | 液冷式 |
| 额定值: |
330 A CO2 300 A 混合气体 M 21 (EN ISO 14175) |
| 暂载率: | 100 % |
| 焊丝直径: | 0.8 - 1.2 mm |
ROBO WH W 500 和 ROBO WH-PP W 500 (液冷式)
技术数据符合 EN 60 974-7:
| 冷却: | 液冷式 |
| 额定值: |
550 A CO2 500 A 混合气体 M 21 (EN ISO 14175) |
| 暂载率: | 100 % |
| 焊丝直径: | 0.8 - 1.6 mm |
ROBO WH W 600 和 ROBO WH-PP W 600 (液冷式)

技术数据符合 EN 60 974-7:
| 冷却: | 液冷式 |
| 额定值: |
600 A CO2 550 A 混合气体 M 21 (EN ISO 14175) |
| 暂载率: | 100 % |
| 焊丝直径: | 最大 1.6 mm |