
Wolfraamelektroden
Overal waar kwalitatieve lasnaden worden gemaakt, hoogwaardige materialen worden gelast en nauwkeurige lasverbindingen moeten worden gerealiseerd, is TIG-lassen vereist én goede wolfraamelektroden. Bij TIG-lassen is, naast de lastoorts, de stroombron en het beschermgas, de niet-afsmeltende, temperatuurbestendige wolfraamelektrode een essentiële factor om optimale resultaten te bereiken.
De keuze aan TIG-wolfraamelektroden is zeer uitgebreid. Bij het kiezen van de juiste TIG-elektrode voor uw eigen lasopdracht, wordt u uiteindelijk geconfronteerd met de kleurcodering van de wolfraamelektroden. Elke elektrode is gemarkeerd met een eigen kopkleur.

Zoals de naam al doet vermoeden, bestaat het hoofdbestanddeel van wolfraamelektroden uit wolfraam. Met uitzondering van de groene TIG laselektrode dat uitsluitend uit wolfram bestaat, zijn alle andere gelegeerd met oxiden zoals zirkoniumoxide, lanthaanoxide of ceriumoxide. Andere bevatten oxide van zeldzame aardmetalen. Hun werking en eigenschappen vind je onder “TIG laselektroden en hun kleurcodering” op deze pagina.
Bij het kiezen van de wolfraamelektrode moet rekening worden gehouden met de volgende parameters:
- Type wolfraamelektrode
- Elektrodendiameter
- Slijpkwaliteit van de wolfraamelektrode
- Puntgeometrie van de wolfraamelektrode
TIG-laselektroden en hun kleurcodering – soorten wolfraamelektroden
E3® PRO
De E3® PRO wolfraamelektrode met de kleurcode paars & goud kan worden gebruikt voor alle TIG-lasprocessen. Het is een doorontwikkeling van de succesvolle E3® van ABICOR BINZEL. Dankzij de speciale samenstelling van zeldzame oxiden en een geoptimaliseerd productieproces is de structuur bijzonder fijn en homogeen. Hierdoor heeft ze nog betere ontstekingseigenschappen – zowel in het lage als het hoge stroombereik - en heeft ze een nog langere levensduur dan zijn voorganger. De E3® PRO wolfraamelektrode kan zowel met gelijkstroom als wisselstroom worden gebruikt, zowel voor handmatige- als geautomatiseerde lastoepassingen. Bovendien is de E3® PRO absoluut onschadelijk voor mens en milieu. Als je op veilig wilt spelen bij het TIG-lassen, kies dan voor de E3® PRO wolfraamelektrode die gewoon voor alle toepassingen en materialen geschikt is.
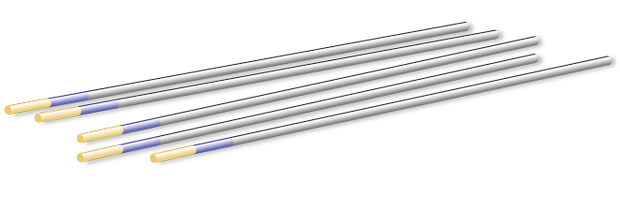
Kleurcodering met zeldzame aardmetalen:
- Paars-goud = E3® PRO
E3®
De wolfraamelektrode E3® (paars), ontwikkeld door ABICOR BINZEL met oxiden van zeldzame aardmetalen als legeringselementen, is geschikt voor zowel gelijkstroom- (DC) als wisselstroom (AC). Bijna elk type metaal kan ermee worden gelast. Vanwege de uitstekende ontstekingseigenschappen wordt ze daarom ook vaak gebruikt voor geautomatiseerde lasprocessen. Tijdens het lasproces blijft de temperatuur van de elektrode constant laag, wat zorgt voor een betere stroombelastbaarheid en een langere levensduur in vergelijking met elektroden met thoriumoxide. Deze laatste mogen alleen in uitzonderlijke gevallen worden gebruikt vanwege hun uiterst schadelijke effecten.
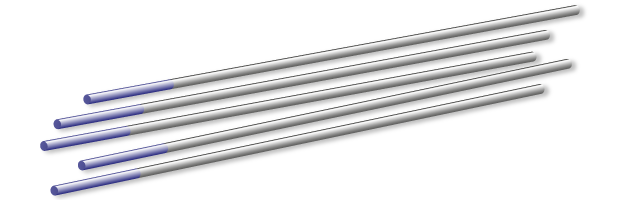
Kleurcodering met oxiden van zeldzame aardmetalen:
- Paars = E3®
WLa
Deze wolfraamelektrode wordt voornamelijk gebruikt voor het lassen van ongelegeerd en hooggelegeerd staal, aluminium, titanium, koper en magnesiumlegeringen. Het legeringselement, lanthaanoxide, maakt deze elektrode geschikt voor zowel gelijkstroom- als wisselstroomlassen, net als de E3®. De gouden TIG-laselektrode wordt ook gebruikt bij micro-plasmalassen.
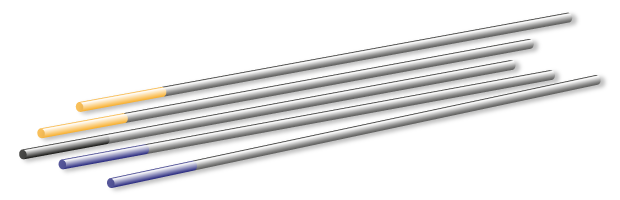
Kleurcodering met lanthaanoxide:
- Zwart = WLa 10 – met 0,8 to 1,2 % lanthaanoxide
- Goud = WLa 15 – met 1,3 to 1,7 % lanthaanoxide
- Blauw = WLa 20 – met 1,7 to 2,2 % lanthaanoxide
WCe
Door het legeringselement ceriumoxide is deze TIG-laselektrode hoger belastbaar dan een elektrode met zuiver wolfraam – maar minder dan de E3®- en lanthaanelektroden. Dit type wolfraamelektrode wordt voornamelijk gebruikt in het middelste en lagere stroombereik voor het lassen van ongelegeerd en hooggelegeerd staal en aluminium-, koper-, nikkel-, titanium- en magnesiumlegeringen. Ze kunnen worden gebruikt voor zowel wisselstroom- als gelijkstroomlassen – maar zijn minder goed dan de E3® elektrode van ABICOR BINZEL.
Kleurcodering met ceriumoxide:
- Grijs = WCe 20 – met 1,8 to 2,2 % ceriumoxide
WP
De groene ongelegeerde wolfraamelektrode is geschikt voor het lassen met sinusoïdale wisselstroom, speciaal voor lichte metalen. De groene W-elektrode is niet geschikt voor gelijkstroomlassen. Door de hoge elektrische weerstand van de groene wolfraamelektrode én de lage elektronenemissie van aluminium, is deze W-elektrode niet aangeraden voor gebruik met stroombronnen met invertor (square wave). Het ideale alternatief voor de groene wolfraamelektrode is de E3® / E3® PRO.
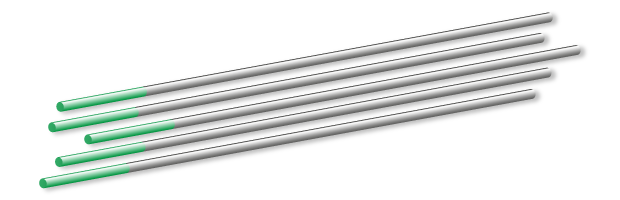
Kleurcodering met zuiver wolfraam:
- Groen = W – gemaakt van zuiver wolfraam zonder legeringselement (oxide)
WZr
Dankzij het legeringselement zirkoniumoxide vermindert de verdampingssnelheid en is het risico op W-verontreiniging in het smeltbad veel geringer. Deze TIG-laselektrode wordt voornamelijk gebruikt voor wisselstroomlassen, dit legeringselement zorgt voor een zeer stabiele lasboog. Anderzijds ontsteekr een wolfraamelektrode met zirkoniumdioxide minder goed en is ze maar beperkt geschikt voor gelijkstroom.
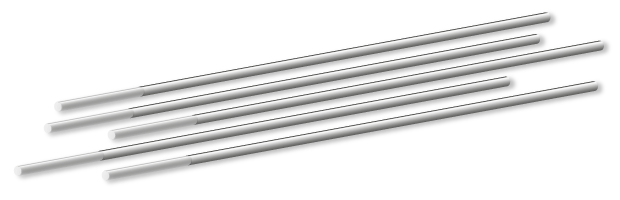
Kleurcodering met zirkoniumoxide:
- Wit = WZr 08 – met 0,7 to 0,9 % zirkoniumoxide
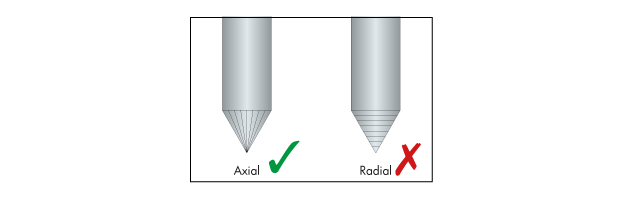
Slijpkwaliteit van de elektrode
Voordat een wolfraamelektrode gebruikt kan worden, moet deze aangeslepen worden. Hierbij zijn zowel de slijpkwaliteit als de slijprichting van belang. De slijprichting moet in de lengterichting (axiaal) van de elektrode zijn! Aanslijpen in de dwarsrichting (radiaal) van de TIG elektrode veroorzaakt een zeer onrustige, onstabiele lasboog. Bovendien kunnen de kleinste wolfraamdeeltjes in het smeltbad terechtkomen en smelten. Een axiaal geslepen wolfraamelektrode heeft goede ontstekingseigenschappen, een stabiele boog en een gunstige elektronenemissie.
Puntgeometrie van de TIG wolfraamelektrode
Beide ABICOR BINZEL allround TIG wolfraamelektroden E3® en E3® PRO geven het beste lasresultaat als ze geslepen worden met een tophoek van ca. 60 graden en gebruikt worden in het beoogde stroombereik. Voor het lage stroombereik is een scherpere hoek van ca. 30 graden beter geschikt of kan er overgeschakeld worden naar een kleinere diameter.
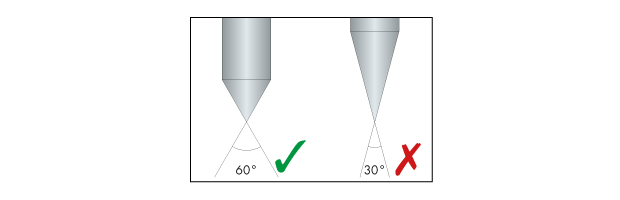
Met een stompe slijphoek van 60 graden kan een smaller lasbad, een hoge stroombelastbaarheid en een langere levensduur worden bereikt.
Vind de juiste TIG wolfraamelektrode
Onderstaande tabel toont de meest voorkomende soorten wolfraamelektroden, inclusief hun toepassingsgebied en eigenschappen. Dit overzicht zal je zeker helpen om de juiste TIG-laselektrode te vinden voor je eigen lasproces.
Uit de tabel is duidelijk af te leiden dat zowel de E3® als de E3® PRO universeel inzetbaar zijn en op alle criteria het best scoren:
| E3® PRO | E3® paars |
WLa 15 goud |
WLa 20 blauw |
WCe 20 grijs |
WP groen |
WZr 08 wit |
|
| goud-paars | |||||||
| Gelijkstroom minpool | +++ | +++ | ++ | +++ | + | – | – |
| Wisselstroom | +++ | +++ | + | + | + | + | ++ |
| Stabiliteit lasboog | +++ | ++ | + | ++ | + | – | ++ |
| Ontsteking | +++++ | ++++ | ++ | +++ | + | – | + |
| Standtijd | +++++ | ++++ | ++ | +++ | + | + | ++ |
| Lassen hooggelegeerd staal | ++++ | ++++ | +++ | +++ | +++ | – | – |
| Lassen aluminium | ++++ | ++++ | + | + | + | ++ | ++ |