
Lasnaadvolgsensor iST ARC
Maakt van elke lasnaad een precisielasnaad
Lasrobots en lasmachines moeten efficiënt werken. Iedere lasnaad moet precies zijn, onvolkomen lasnaden zijn niet toegestaan. Kleine afwijkingen op het werkstuk moeten gecompenseerd kunnen worden met de juiste technologie. Intelligente toortsgeleiding, zoals met de iST ARC (iSENSE TRACK ARC) naadvolgsensoren van ABICOR BINZEL, is al lang onmisbaar geworden.
De iST ARC-sensoren voor lasnaadvolging detecteren gemakkelijk afwijkingen in de lasnaad met een minimale spleetbreedte van 0,1 mm en passen de baan in realtime aan. Gebruik dit type sensor om uw afkeurpercentage en nabewerkingskosten tot een minimum te beperken bij geautomatiseerd MIG/MAG-lassen en TIG-lassen van alle gangbare metalen zoals roestvast staal en roestvast staallegeringen, aluminium en andere metalen. De sensor is geschikt voor diverse verbindingsprocessen zoals booglassen, laserlassen en onder poederdek lassen.

iST ARC in detail
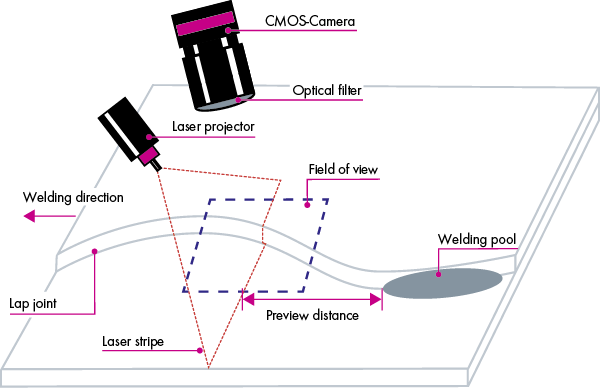
Alle naadvolgsensoren uit de iST ARC-serie werken volgens het principe van lasertriangulatie.
De sensorkop projecteert een laserlijn op het werkstukoppervlak, de reflectie wordt geregistreerd met behulp van een camera in de sensorkop. De camerasignalen worden geëvalueerd met behulp van beeldverwerkingsalgoritmen en geven informatie over de positie en toestand van de te lassen verbinding door aan de besturing van de lasautomaat of lasrobot.
Bijzondere oplossingen zoals Automatic Gain Control, Graphical Interactive Operator Device (GIO) en offline recording, zoals hieronder beschreven, vereenvoudigen aanzienlijk de setup en bediening van het systeem. Het onderhoudsvriendelijk ontwerp van het beschermglas zorgt voor kortere stilstandtijden.
Beeldverwerking in de sensorkop
Met de iST ARC naadvolgsensoren is de volledige beeldverwerkingstechnologie in de sensorkop geïntegreerd. Deze oplossing maakt een extra procescomputer overbodig en bespaart zo ruimte in de robotcel. Bijkomend voordeel is dat de interface en communicatie van de iST ARC tussen de sensorkop en de robot – het zogenaamde breakout-board – eenvoudig kan worden ondergebracht in de bedieningskast. Het lagere gewicht heeft ook een positief effect op het volume van de levering en dus op de vrachtkosten.
Voeding + data in één kabel
Zowel de voeding als de data-communicatie tussen de sensorkop en het breakout-board vinden via slechts één enkele verbindingskabel plaats. Op deze manier worden extra interfaces en dus bronnen van fouten tot een minimum beperkt.
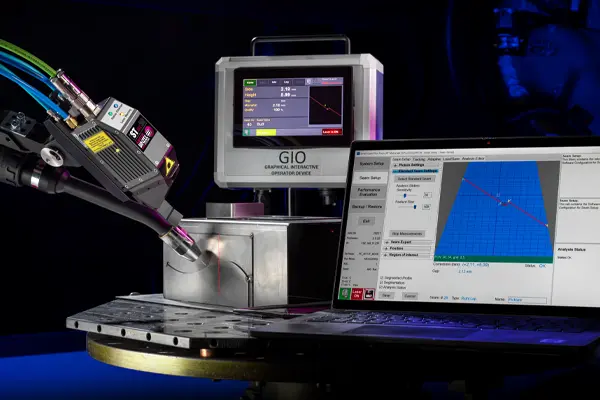
Assistentiesysteem voor eenvoudige installatie: Graphical Interactive Operator display (GIO)
Een leuke, praktische feature is het optionele compacte en robuuste GIO-bedieningselement, het zogenaamde Graphical Interactive Operator device.
Met dit compacte en robuuste apparaat kan de operator of onderhoudsmonteur precies zien wat het systeem doet en dit indien nodig vastleggen voor offline analyse zonder de cel te hoeven stoppen om de laptop aan te sluiten.
Automatische afstelling van de naadparameters
De Automatic Gain Control van de iST ARC naadvolgsensoren past automatisch de sluitertijd van de camera, de laserintensiteit en andere parameters aan. De laserintensiteit wordt bijvoorbeeld automatisch verlaagd bij overbelichting. Deze functie maakt het eenvoudiger om de naadparameters in te stellen en voorkomt suboptimale parameterinstelling.
Eenvoudig onderhoud en herstelling
Dankzij het design van de sensorkop kan u elke iST ARC heel eenvoudig onderhouden en herstellen, zoals het vervangen van antispatbescherming, zonder dat je de sensor hoeft op te sturen. Neem bij een storing contact op met uw lokale ABCIOR BINZEL contactpersoon, die de sensor snel en eenvoudig ter plaatse kan vervangen. Dankzij de zwaluwstaartflens kan de sensorkop eenvoudig en zonder gereedschap worden vervangen.



Offline service voor optimalisatie sensorinstellingen
Als u vragen heeft over hoe u de prestaties van uw iST ARC sensor in uw specifieke toepassing kunt verbeteren, gebruik dan de snelle en eenvoudige offline optimalisatie optie. Stuur hiervoor uw opgenomen lasnaadinformatie van uw geautomatiseerde toepassingen rechtstreeks naar ons via e-mail op: seam-tracking@binzel-abicor.com . Wij controleren de gegevens, optimaliseren ze en sturen u de geoptimaliseerde parameterset terug. Lange stilstandstijden van uw lasnaadvolgsensor of dure interventies ter plaatse worden tot een minimum beperkt.
Sensortypes
Alle 3 de sensortypes voor het traceren van de lasnaad bieden uitstekende prestaties. Indien nodig kan de sensorsoftware de robotbesturing voorzien van informatie over de naadkarakteristieken zoals oppervlakte, inhoud en hoek, waardoor de lasparameters adaptief kunnen worden aangepast. De iST ARC is verkrijgbaar in drie versies met verschillende gezichtsvelden en resoluties:

De iST ARC 15 met een horizontaal gezichtsveld van 15 mm en een hoge resolutie is geschikt voor het volgen van naden met smalle lasnaden, vooral bij toepassingen met dunne plaat.

Met zijn 30 mm horizontale gezichtsveld biedt de iST ARC 30 een perfecte oplossing voor toepassingen waarbij gezichtsveld en resolutie vereist zijn.

De iST ARC 50 met een horizontaal gezichtsveld van 50 mm is ideaal voor het lassen van dikke plaat en meerlagenlassen dankzij het grote gezichtsveld en de hoge flexibiliteit in de algoritmen voor naaddetectie.
Wat kan er gebeuren tijdens robotlassen?
Ledereen kent de situatie: onderdelen worden geïnspecteerd na het lassen en vaak blijken de lasnaden niet op de juiste positie te zitten of van slechte kwaliteit te zijn. De oorzaak: slecht ingeklemde onderdelen of problemen met onderdelen die niet goed voorbewerkt waren. Deze defecten kunnen niet worden gecompenseerd in het lasproces omdat de robot zijn geprogrammeerd pad volgt, wat resulteert in nabewerking of, in het slechtste geval, afkeur.
Met een sensor voor lasnaadgeleiding kunnen afkeur of dure nabewerkingen vanaf het begin vermeden worden. Zo'n sensor verhoogt ook de kwaliteit van de lasnaden, omdat zelfs de geringste afwijkingen op het onderdeel direct herkend en in realtime gecompenseerd worden. Omdat de sensor ervoor zorgt dat de lasnaad correct gepositioneerd wordt, kan de lassnelheid meestal verhoogd worden, zonder tijd en materiaal te verspillen aan te grote lasnaden.
Hoe voorkom je fouten in de lasnaad?
De eenvoudigste oplossing zou bestaan uit precies geprefabriceerde onderdelen binnen alle toleranties en zeer nauwkeurige opspaninrichtingen. Maar dit is onpraktisch. Bij machine- of robotgestuurd lassen kan de lastoorts correct gepositioneerd worden met behulp van een naadvolgsensor. De sensor voorziet de lasrobot van gegevens over de werkelijke positie van de te lassen lasnaad en het lassen vindt precies daar plaats. Thermische vervorming tijdens het lasproces of afwijkingen van de voorbewerking worden gecompenseerd. De grootte van de lasnaad kan ook worden gemeten, waardoor de robotbesturing het lasproces kan aanpassen.
Welke lasnaden moeten naadvolgsystemen kunnen volgen?
Bij het lassen van plaatmetaal moeten optische naadvolgsystemen verschillende naadtypes kunnen herkennen en volgen, zoals hieronder vermeld. De sensoren in de iST ARC familie hebben standaard een brede waaier aan naadvormen. Met de software kunnen desgewenst aangepaste naadvormen worden toegevoegd, wat perfect is omdat de toepassingen meestal heel specifiek zijn.